


01
1969年の創業以来、進化を続ける技術力
極厚鋼板を高圧炎で切断することに特化し、
創業以来研究してきたノウハウを活かし、板厚、形状に応じて
NCプレナー自動型切断機・NCアイトレーサー・ポータブル切断機を
フレキシブルに活用。滑らかで高精度な溶断面には、
「溶断でここまで切れるのか」と驚きの声をいただくことも。
特殊切断技術も有し、板厚200mm以上でのφ60未満の小径の穴切断、
多彩な立体切断などをはじめとする高い技術でお客様に選ばれています。
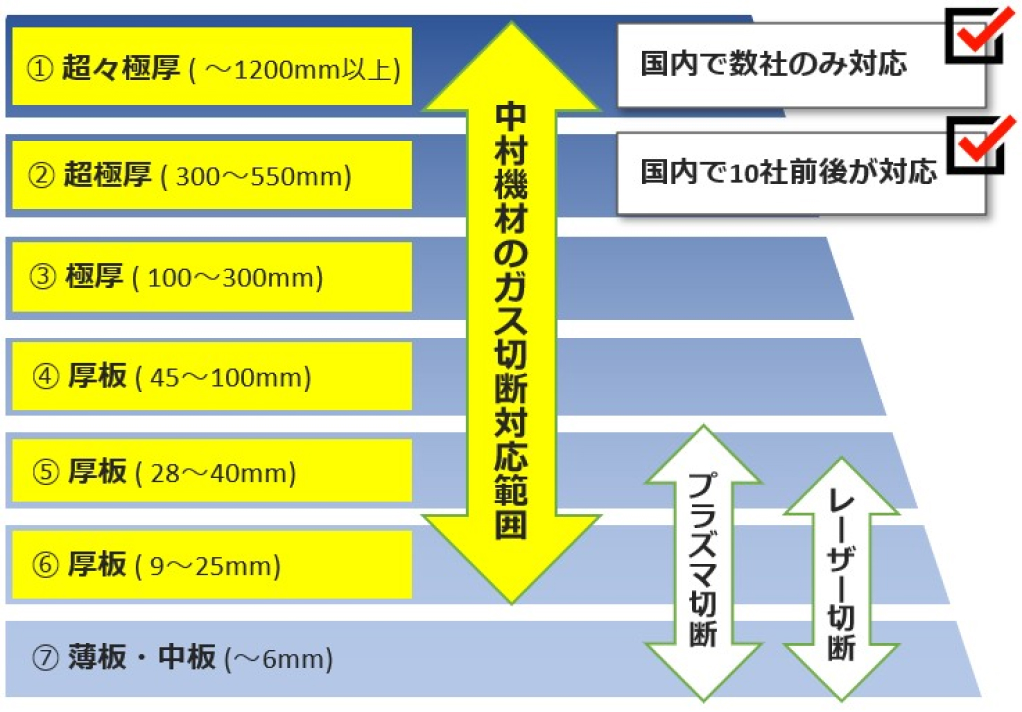
国内トップクラスの
板厚対応範囲の広さ
極厚鋼板溶断専門店ならではの板厚対応範囲の広さは国内トップクラスです。
特にレーザー切断やプラズマ切断では対応できない板厚は中村機材にお任せ下さい。
最大1200mm厚くらいまで切断可能です。
また、超極厚材が切断できる設備キャパシティを有することで、
100mm以下の極厚材であれば余裕を持って高精度を狙えることも弊社の強みです。
中村機材の得意分野 Our Fields

最新事例 Latest Cases
-
立体溶断に開先切断
 立体切断 開先切断
立体切断 開先切断 -
290mm厚 細い台形
 幅の狭い部分のある、三角形のような台形形状です。先端部がきれいに出るように、かつ切断面を平滑に切断します。板厚より狭い形状 極厚溶断 高精度
幅の狭い部分のある、三角形のような台形形状です。先端部がきれいに出るように、かつ切断面を平滑に切断します。板厚より狭い形状 極厚溶断 高精度 -
150mm厚 9mm幅のU字形状の溶断
 9mmの板を曲げるのではなく、150mm厚の板から9mm幅のU字形状を精密溶断で切り出したものです。2mmくらいの精度で切れています。倒れや切断面も良好です。 下記のような曲げ加工では不可能な形状を、溶断であれば製作可能な場合があります。 ・つかみしろが確保できない、端部の曲げ ・Rの異なる曲げ部が連続する形状 ・肉厚が部位によって異なる形状 曲げ加工が可能であればそのほうが安いことが多いですが、精密溶断という技術を知っていると、試作品製作など曲げで製作が困難なときに切削加工以外の選択肢となります。1個からでも大丈夫です。板厚より狭い形状 極厚溶断 精密溶断 高精度 高難度形状
9mmの板を曲げるのではなく、150mm厚の板から9mm幅のU字形状を精密溶断で切り出したものです。2mmくらいの精度で切れています。倒れや切断面も良好です。 下記のような曲げ加工では不可能な形状を、溶断であれば製作可能な場合があります。 ・つかみしろが確保できない、端部の曲げ ・Rの異なる曲げ部が連続する形状 ・肉厚が部位によって異なる形状 曲げ加工が可能であればそのほうが安いことが多いですが、精密溶断という技術を知っていると、試作品製作など曲げで製作が困難なときに切削加工以外の選択肢となります。1個からでも大丈夫です。板厚より狭い形状 極厚溶断 精密溶断 高精度 高難度形状 -
90mm厚 ウエイト製作
 90mm厚の寸法切りにM30タップを6箇所。表面処理はショットブラストとジンクプライマーです。最後に1枚ずつ1kg単位での重量計測までおこないます。ウエイト製作 タップ加工 厚板溶断 表面処理
90mm厚の寸法切りにM30タップを6箇所。表面処理はショットブラストとジンクプライマーです。最後に1枚ずつ1kg単位での重量計測までおこないます。ウエイト製作 タップ加工 厚板溶断 表面処理 -
支給された原寸大の型(ガバリ)での溶断品製作
 金属や紙でできた原寸大の型をお預かりし、形状をスキャンしてデータ化して、同じ形のものを溶断します。 昔は型切り溶断といえば原寸大の型紙をカメラでトレースして切るのが一般的でしたが、今はNCデータでの切断が当たり前になり、トレーサーを持っている会社も少なくなったので、原寸型紙支給での切断を断られることも多くなりましたが、弊社は極厚切断のためにトレーサーを積極的に活用していますので大丈夫です。先端形状 厚板溶断 細長い形状
金属や紙でできた原寸大の型をお預かりし、形状をスキャンしてデータ化して、同じ形のものを溶断します。 昔は型切り溶断といえば原寸大の型紙をカメラでトレースして切るのが一般的でしたが、今はNCデータでの切断が当たり前になり、トレーサーを持っている会社も少なくなったので、原寸型紙支給での切断を断られることも多くなりましたが、弊社は極厚切断のためにトレーサーを積極的に活用していますので大丈夫です。先端形状 厚板溶断 細長い形状 -
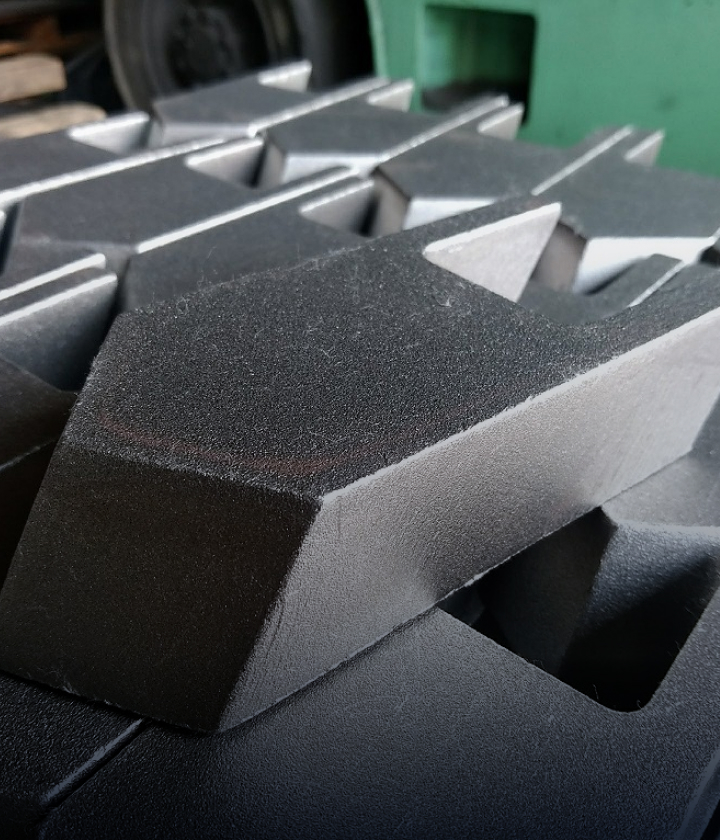
文字切断「龍」
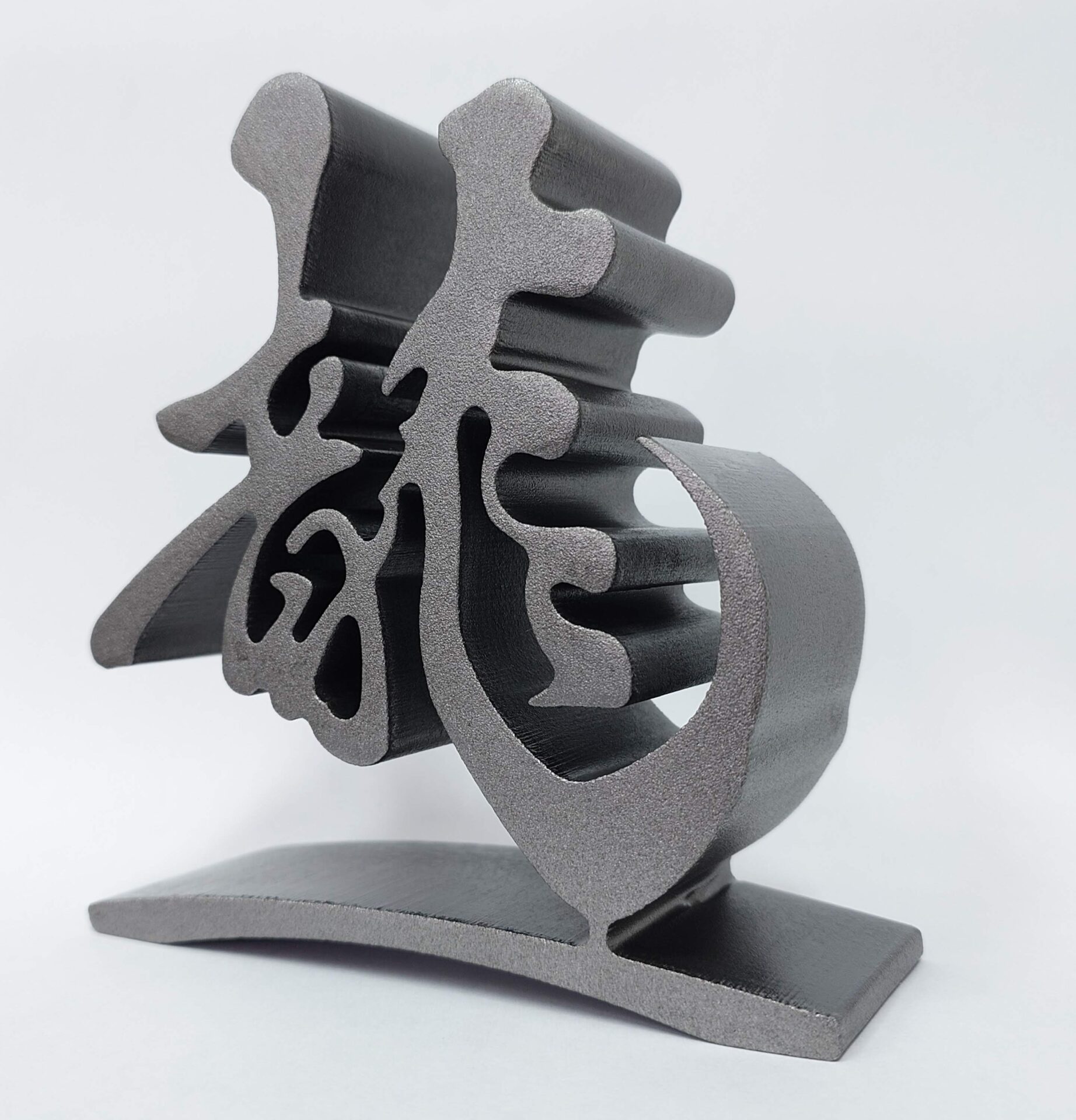 2024年の干支の文字切断です。60mm厚から溶断しています。厚板溶断 小穴 文字切断 板厚より狭い形状 高精度 高難度形状
2024年の干支の文字切断です。60mm厚から溶断しています。厚板溶断 小穴 文字切断 板厚より狭い形状 高精度 高難度形状 -
文字切断「卯」
 2023年の干支の文字切断です。60mm厚から溶断しています。厚板溶断 小穴 文字切断 板厚より狭い形状 高精度 高難度形状
2023年の干支の文字切断です。60mm厚から溶断しています。厚板溶断 小穴 文字切断 板厚より狭い形状 高精度 高難度形状 -
220mmカウンタウエイト製作
 220mm厚のSS400材から溶断した本体に、開先を取った吊りピースを2個溶接したカウンタウエイトの製作事例です。 本体は切断面の倒れと平滑度に注意して溶断します。本体の厚みがあり、重量も重いですが、こういった吊りピースの溶接にも対応いたします。ウエイト製作 極厚溶断 製缶
220mm厚のSS400材から溶断した本体に、開先を取った吊りピースを2個溶接したカウンタウエイトの製作事例です。 本体は切断面の倒れと平滑度に注意して溶断します。本体の厚みがあり、重量も重いですが、こういった吊りピースの溶接にも対応いたします。ウエイト製作 極厚溶断 製缶 -
2024年6月 機械要素技術展 江戸川区共同出展ブース
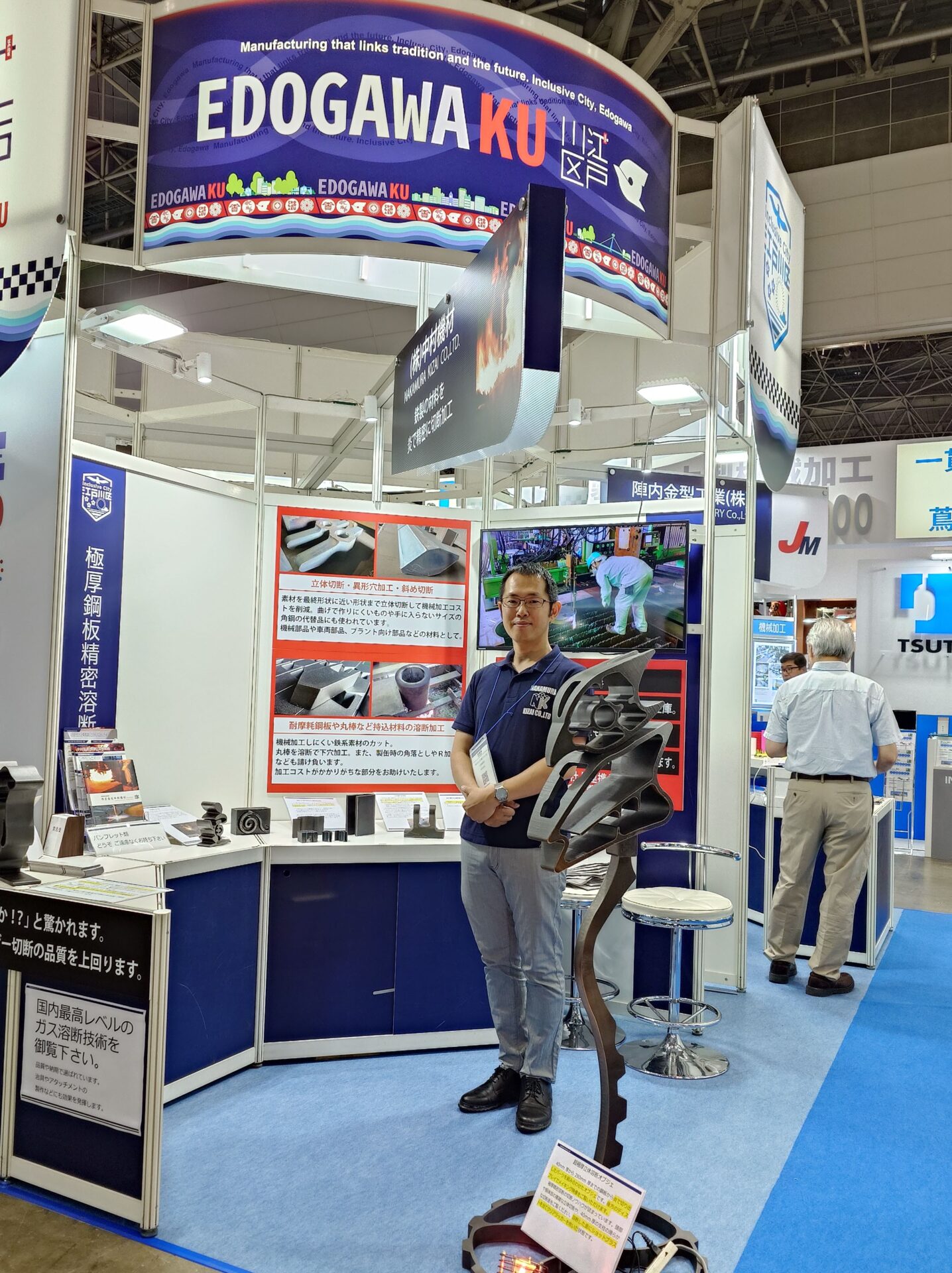 ブースの様子や、展示品の紹介です。極厚溶断 超極厚溶断
ブースの様子や、展示品の紹介です。極厚溶断 超極厚溶断 -
超極厚立体溶断オブジェ
 2024年6月の機械要素技術展のために製作した立体溶断オブジェです。 40mm厚から280mm厚までの鋼板から炎で切り出したパーツを組み合わせたオブジェで、中村機材の極厚精密溶断の切断ノウハウが詰まっています。頭部や胴体部の複雑な立体切断や、40mm厚の支柱の滑らかな切断面がポイントです。 江戸川区の共同出展ブースに参加したので、頭部のデザインは江戸川区のロゴマークを取り入れたイメージにしてみました。 表面処理は、溶断した面にショットブラストを当てて、クリアラッカーを吹いています。タップ加工 小穴 板厚より狭い形状 極厚溶断 溶接 異形穴 立体切断 高難度形状
2024年6月の機械要素技術展のために製作した立体溶断オブジェです。 40mm厚から280mm厚までの鋼板から炎で切り出したパーツを組み合わせたオブジェで、中村機材の極厚精密溶断の切断ノウハウが詰まっています。頭部や胴体部の複雑な立体切断や、40mm厚の支柱の滑らかな切断面がポイントです。 江戸川区の共同出展ブースに参加したので、頭部のデザインは江戸川区のロゴマークを取り入れたイメージにしてみました。 表面処理は、溶断した面にショットブラストを当てて、クリアラッカーを吹いています。タップ加工 小穴 板厚より狭い形状 極厚溶断 溶接 異形穴 立体切断 高難度形状 -
溶断オブジェ「チーバくん」
 2024/4/20〜7/15まで、千葉県立現代産業科学館で中村機材の溶断技術を特別展として紹介していただきました。メインの展示品、「チーバくん」の溶断オブジェです。 曲げや削り出しではなく、75mm厚のSM490Aの鉄板からガスの炎で細いフレーム状に切り出しました。狭いところは2mm未満の幅です。舌のところの穴も極小サイズです。 期間中、科学館にはなんと37000人の来場があったそうで、はたしてそのうちの何名の人が見てくれたかはわかりませんが、多くの人に極厚精密溶断を知っていただけたらうれしいです。小穴 板厚より狭い形状 極厚溶断 複雑形状 高精度
2024/4/20〜7/15まで、千葉県立現代産業科学館で中村機材の溶断技術を特別展として紹介していただきました。メインの展示品、「チーバくん」の溶断オブジェです。 曲げや削り出しではなく、75mm厚のSM490Aの鉄板からガスの炎で細いフレーム状に切り出しました。狭いところは2mm未満の幅です。舌のところの穴も極小サイズです。 期間中、科学館にはなんと37000人の来場があったそうで、はたしてそのうちの何名の人が見てくれたかはわかりませんが、多くの人に極厚精密溶断を知っていただけたらうれしいです。小穴 板厚より狭い形状 極厚溶断 複雑形状 高精度 -
リング幅が極狭のリング溶断
 板厚70mmで、リング幅が約15mmの溶断リングです。かなり変形しやすい形状ですが、約2mmの精度で切断できました。リング切断 板厚より狭い形状 高難度形状
板厚70mmで、リング幅が約15mmの溶断リングです。かなり変形しやすい形状ですが、約2mmの精度で切断できました。リング切断 板厚より狭い形状 高難度形状 -
「直線開先だけでなく、R開先もうまく取ってくれて助かります。(千葉県/鋼材販売業)」
 直線開先を取る機械だと、厚い板への開先や大きな開先は加工できないので、厚いものは溶断での開先を依頼されることが多いです。 R開先は、丸穴の内側ならドリルでもできますが、外側や変形穴の内側の開先は機械加工だと大変です。溶断でも難易度は高いですが、機械加工の負担や手作業でサンダーでの開先を取る負担を減らせるので、お客様に頼りにしていただいています。 開先だけのご依頼を受けることもあります。お困りごとがありましたらご相談下さい。R開先 工賃切断 開先切断
直線開先を取る機械だと、厚い板への開先や大きな開先は加工できないので、厚いものは溶断での開先を依頼されることが多いです。 R開先は、丸穴の内側ならドリルでもできますが、外側や変形穴の内側の開先は機械加工だと大変です。溶断でも難易度は高いですが、機械加工の負担や手作業でサンダーでの開先を取る負担を減らせるので、お客様に頼りにしていただいています。 開先だけのご依頼を受けることもあります。お困りごとがありましたらご相談下さい。R開先 工賃切断 開先切断 -
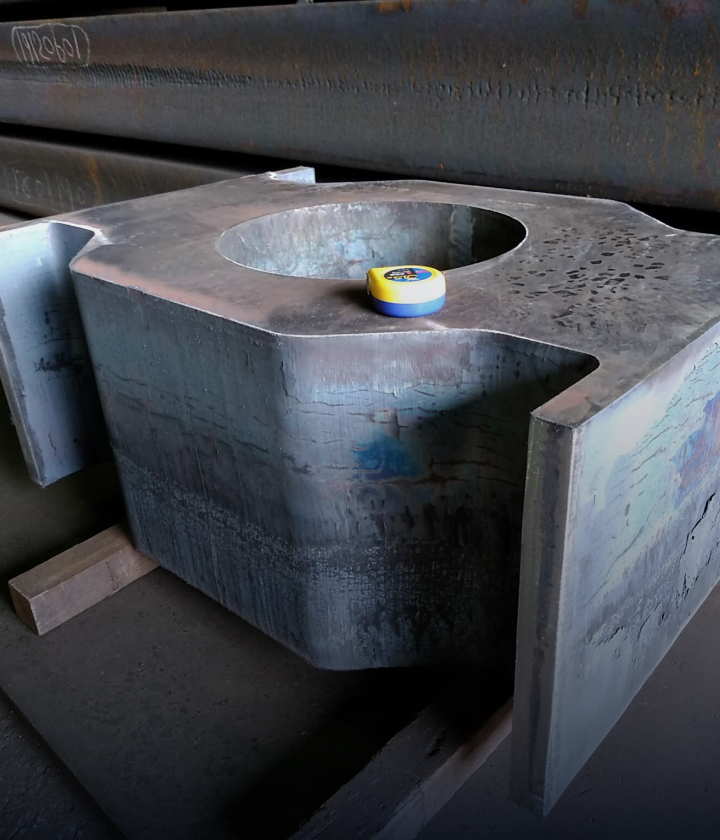
160mm立体溶断
 切り欠き部分を立体溶断しました。火を入れるところにキズが入らないように切断します。極厚溶断 立体切断 高難度形状
切り欠き部分を立体溶断しました。火を入れるところにキズが入らないように切断します。極厚溶断 立体切断 高難度形状 -
S25C 切り欠き付きリング
 S25Cの精密溶断リングです。切り欠きのある形状で、熱処理までのご注文でした。リング切断 熱処理 高精度
S25Cの精密溶断リングです。切り欠きのある形状で、熱処理までのご注文でした。リング切断 熱処理 高精度 -
100mm厚 長尺溶断品
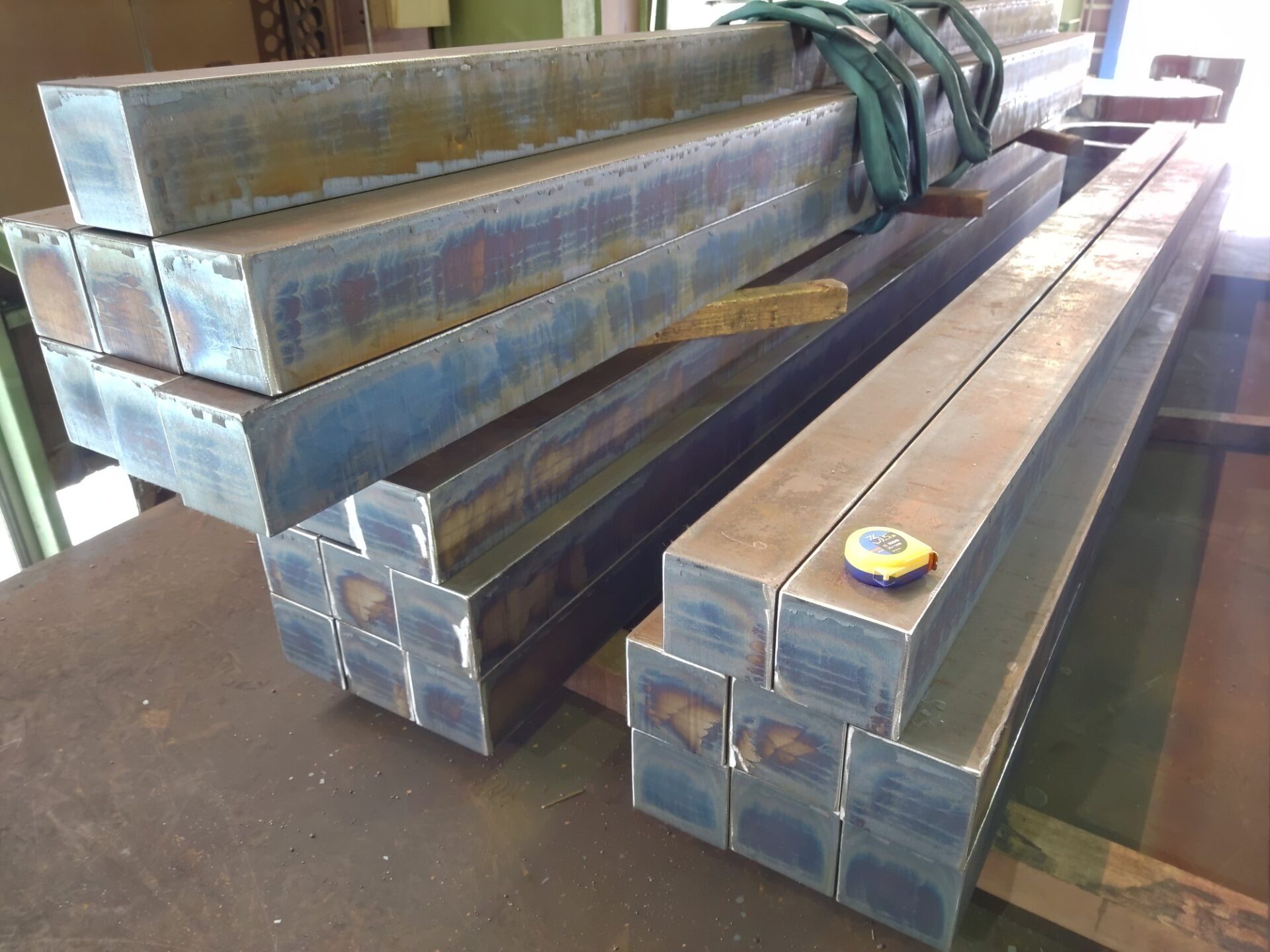 真直度、切断面ともに良好です。角鋼の代替品です。極厚溶断 細長い形状 高精度
真直度、切断面ともに良好です。角鋼の代替品です。極厚溶断 細長い形状 高精度 -
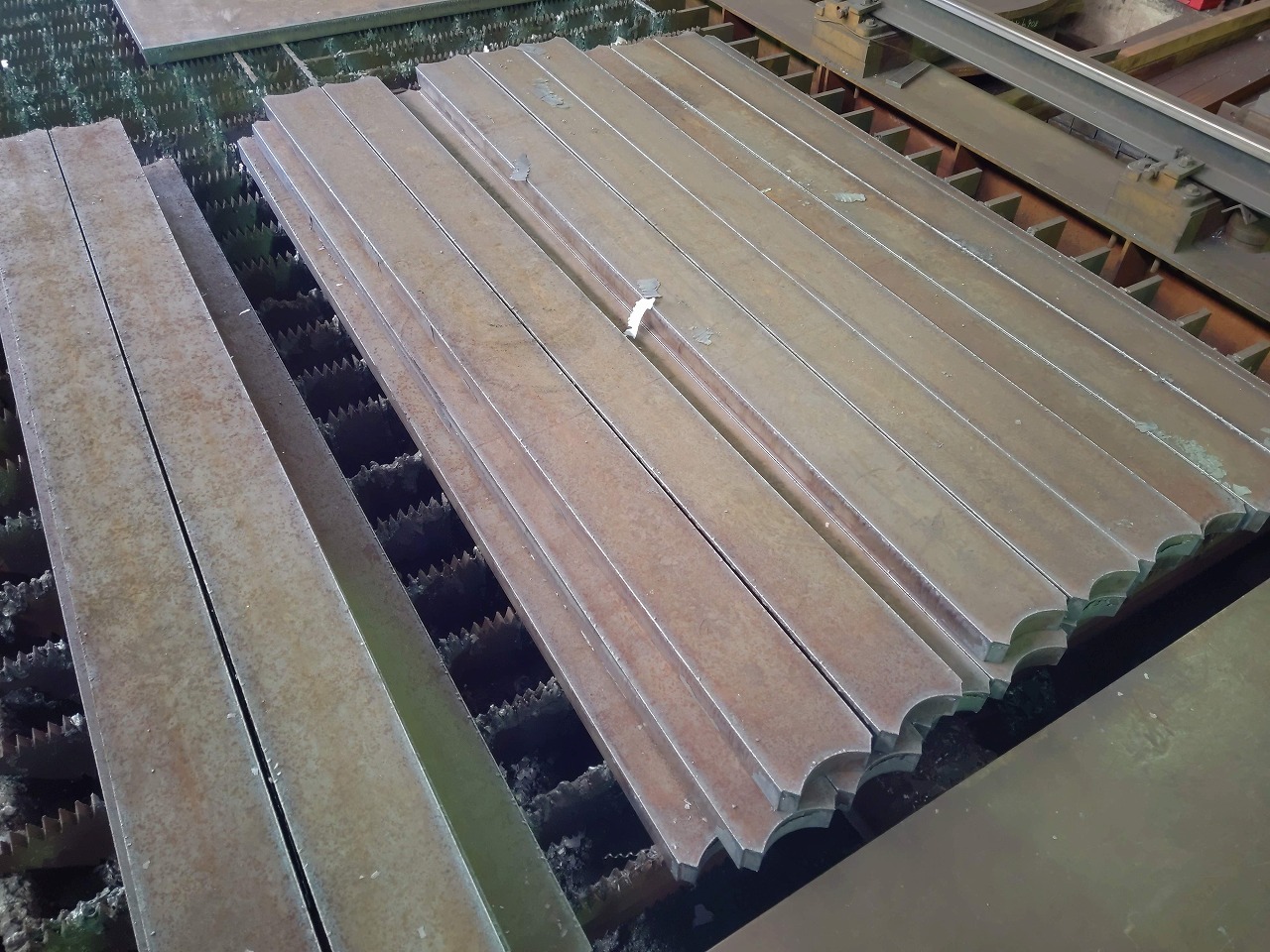
70mm厚 格子状の型切りの精密切断
 70mm厚で70mm幅の格子状の大きな型切りです。もし通常の工程で切断すると、熱による製品の変形は数ミリでは済まないため、やり方を工夫して精度を出しました。大型製品 板厚より狭い形状 異形穴 穴の多い形状 高精度 高難度形状
70mm厚で70mm幅の格子状の大きな型切りです。もし通常の工程で切断すると、熱による製品の変形は数ミリでは済まないため、やり方を工夫して精度を出しました。大型製品 板厚より狭い形状 異形穴 穴の多い形状 高精度 高難度形状 -
極小幅の箇所のある型切り
 10mm前後の箇所のある型切りです。板厚より狭い形状
10mm前後の箇所のある型切りです。板厚より狭い形状 -
小さいけれど工程の多い立体切断
 大きさのわりに開先や立体切断箇所が多く、手間のかかる溶断品です。立体切断 開先切断
大きさのわりに開先や立体切断箇所が多く、手間のかかる溶断品です。立体切断 開先切断 -
板厚に対してかなり小さな異形穴のある型切り
 あけられる限界に近い大きさの小穴です。小穴 極厚溶断 異形穴 高難度形状
あけられる限界に近い大きさの小穴です。小穴 極厚溶断 異形穴 高難度形状 -
極厚の立体切り
 230mm厚からの立体切断です。極厚溶断 立体切断
230mm厚からの立体切断です。極厚溶断 立体切断 -
溶断リング、型切り、フラットバーを製缶後に機械加工
 機械加工 製缶
機械加工 製缶 -
ギア形状の精密溶断
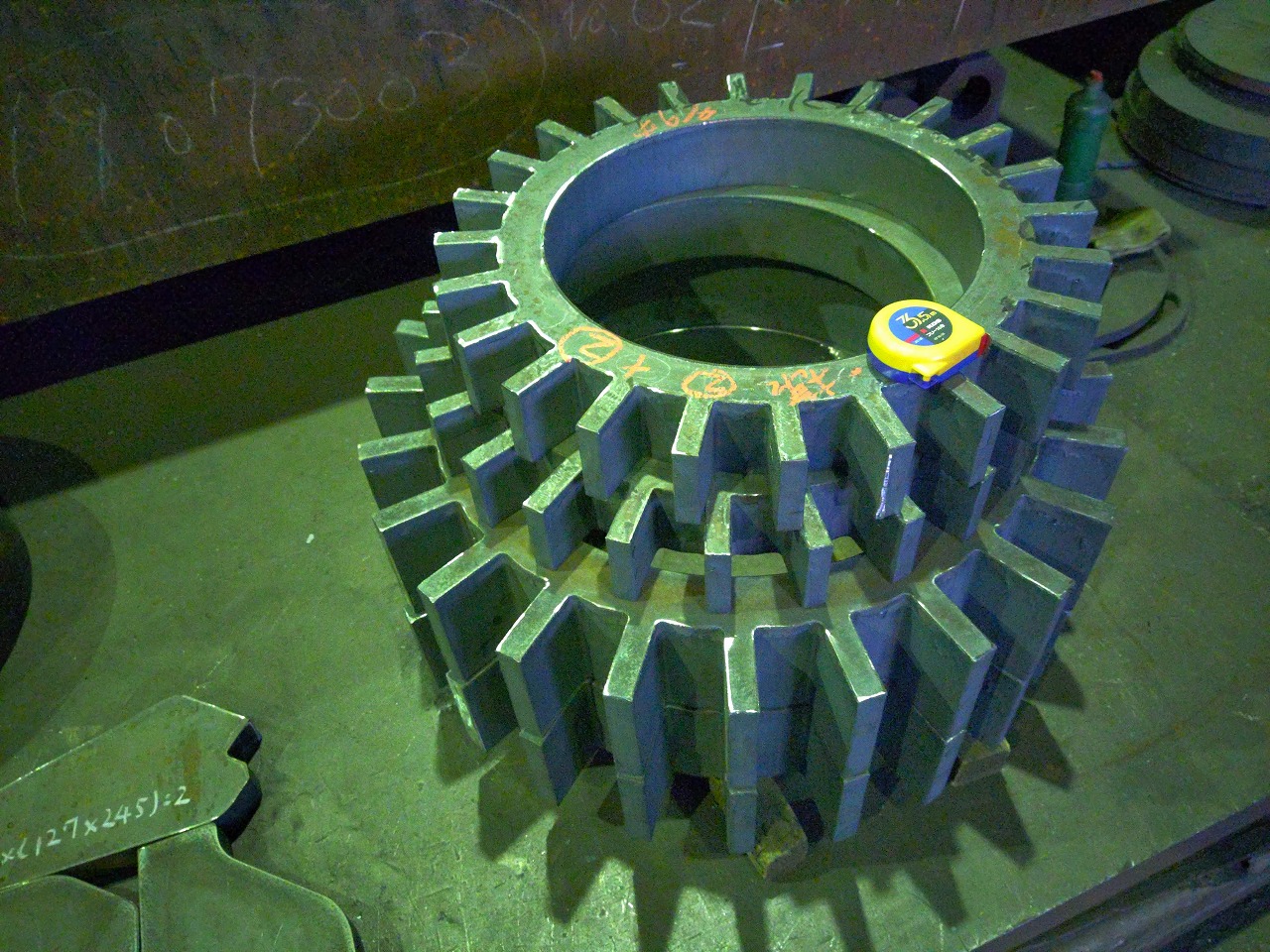 板厚より狭い形状 極厚溶断 高精度 高難度形状
板厚より狭い形状 極厚溶断 高精度 高難度形状 -
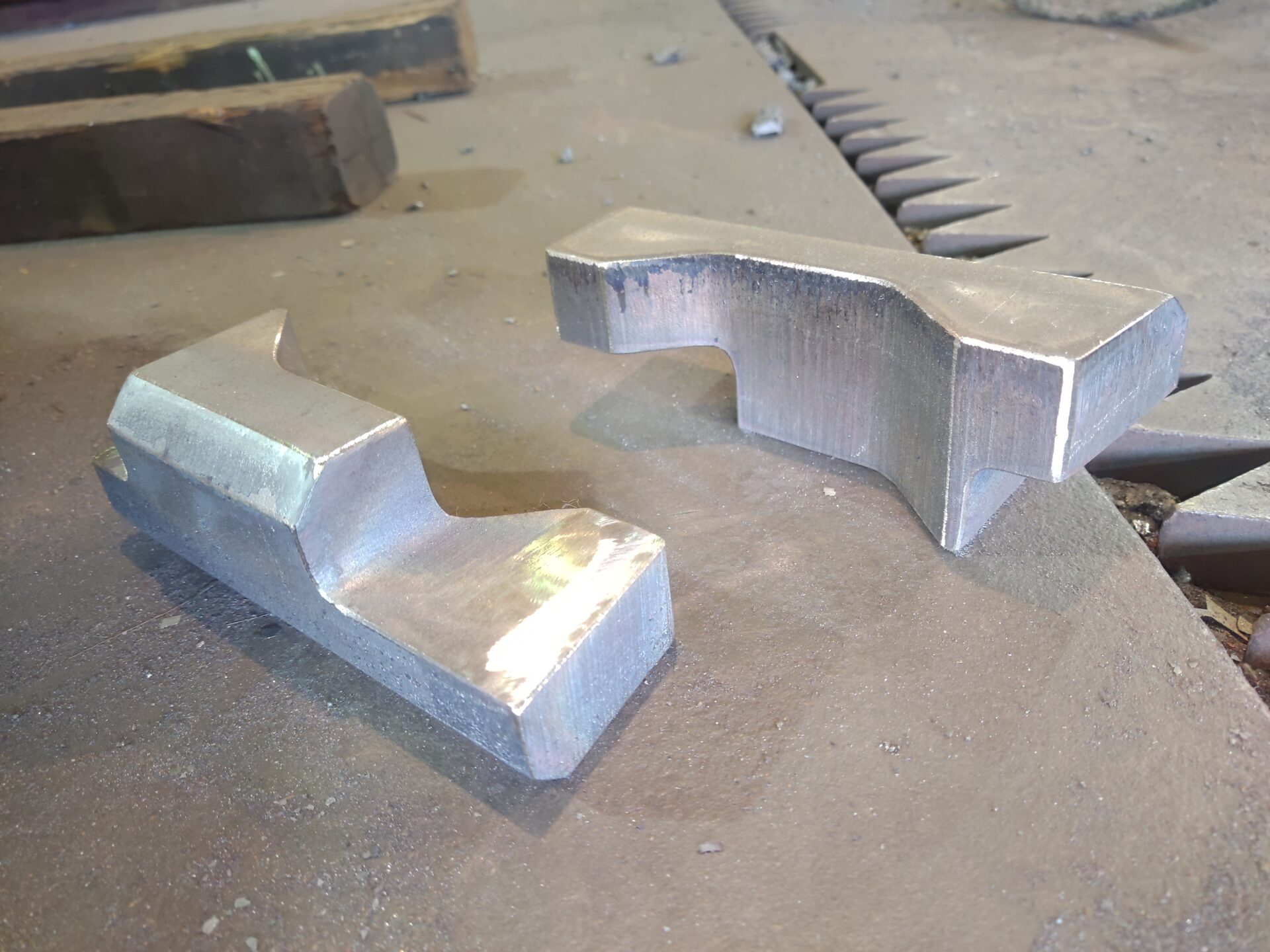
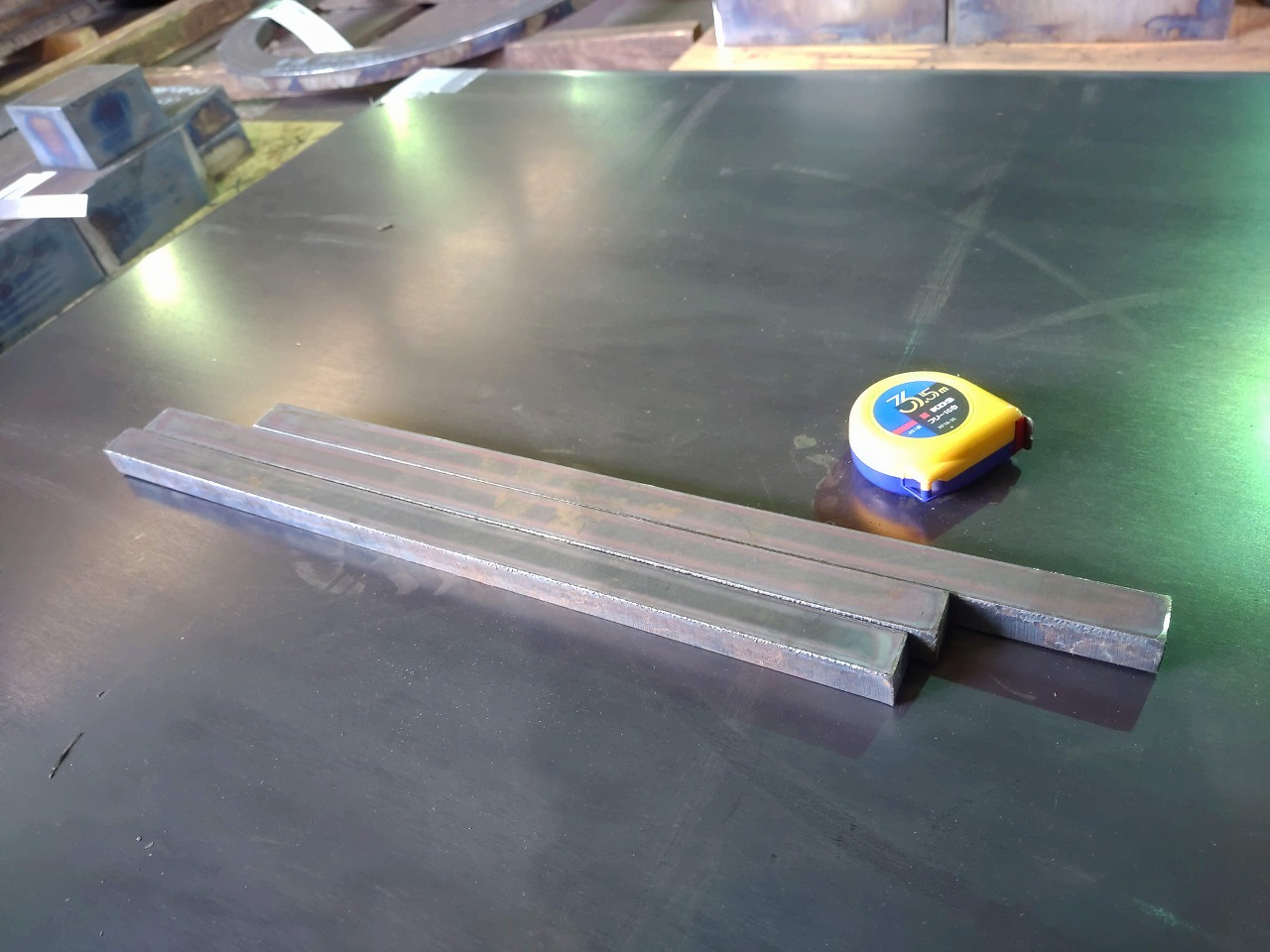
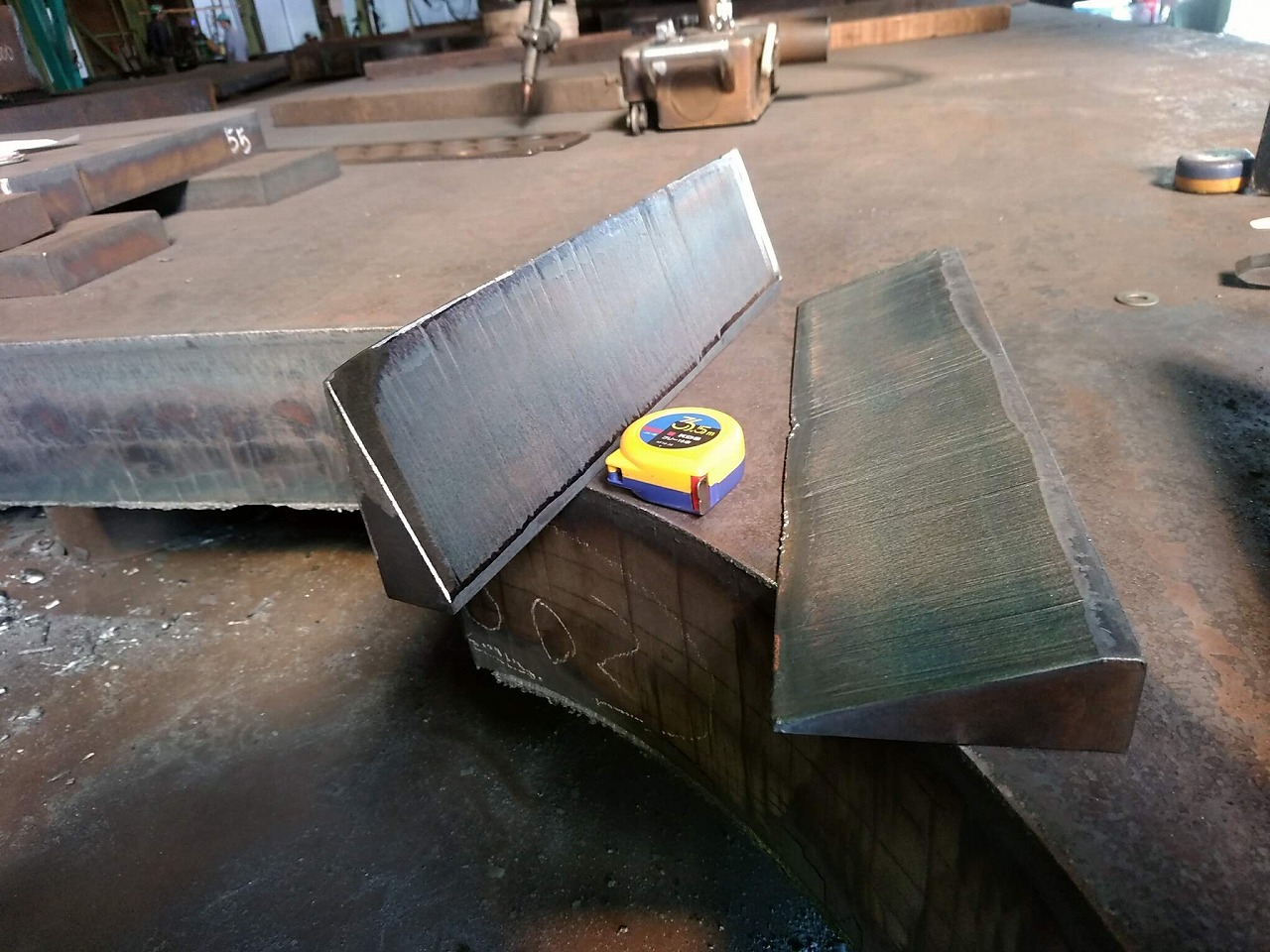
曲げ加工で作れない形状を溶断で製作
 60mmの板厚を9mm幅に溶断したサンプルです。この写真の形状であれば曲げでも製作できますが、Rがきつかったり、つかみしろがなかったり、Rが均等でなかったり、厚みが均等でなかったりすると曲げ加工で作れないケースが多々あります。溶断であれば形状は自由ですし、写真のように切断面も許容範囲のはずです。曲げで製作できれば曲げのほうがコストメリットがあることが多いですが、曲げで製作できないものについてはお役に立てると思います。お役立ち事例 板厚より狭い形状 高精度 高難度形状
60mmの板厚を9mm幅に溶断したサンプルです。この写真の形状であれば曲げでも製作できますが、Rがきつかったり、つかみしろがなかったり、Rが均等でなかったり、厚みが均等でなかったりすると曲げ加工で作れないケースが多々あります。溶断であれば形状は自由ですし、写真のように切断面も許容範囲のはずです。曲げで製作できれば曲げのほうがコストメリットがあることが多いですが、曲げで製作できないものについてはお役に立てると思います。お役立ち事例 板厚より狭い形状 高精度 高難度形状 -
120mm厚の極小幅の溶断リング
 このような極小幅のリング溶断においては、切断工程、切断方法、切断条件など、いろいろな要素を工夫することで高精度を実現します。中村機材が得意とする技術のひとつです。リング切断 極厚溶断 高精度 高難度形状
このような極小幅のリング溶断においては、切断工程、切断方法、切断条件など、いろいろな要素を工夫することで高精度を実現します。中村機材が得意とする技術のひとつです。リング切断 極厚溶断 高精度 高難度形状 -
90mm厚の立体切断
 立体切断
立体切断 -
たくさんの変形穴のある大型の極厚溶断品
 100箇所の変形穴がある150mm厚の大きな溶断品です。金額も大きいので細心の注意を払って製作しました。高精度で切断できました。大型製品 小穴 板厚より狭い形状 極厚溶断 穴の多い形状 高精度 高難度形状
100箇所の変形穴がある150mm厚の大きな溶断品です。金額も大きいので細心の注意を払って製作しました。高精度で切断できました。大型製品 小穴 板厚より狭い形状 極厚溶断 穴の多い形状 高精度 高難度形状 -
60mm厚の細長い型切り
 普通に切断すると熱で変形しやすいので、切断方法を工夫して曲がりを抑えました。細長い形状 高難度形状
普通に切断すると熱で変形しやすいので、切断方法を工夫して曲がりを抑えました。細長い形状 高難度形状 -
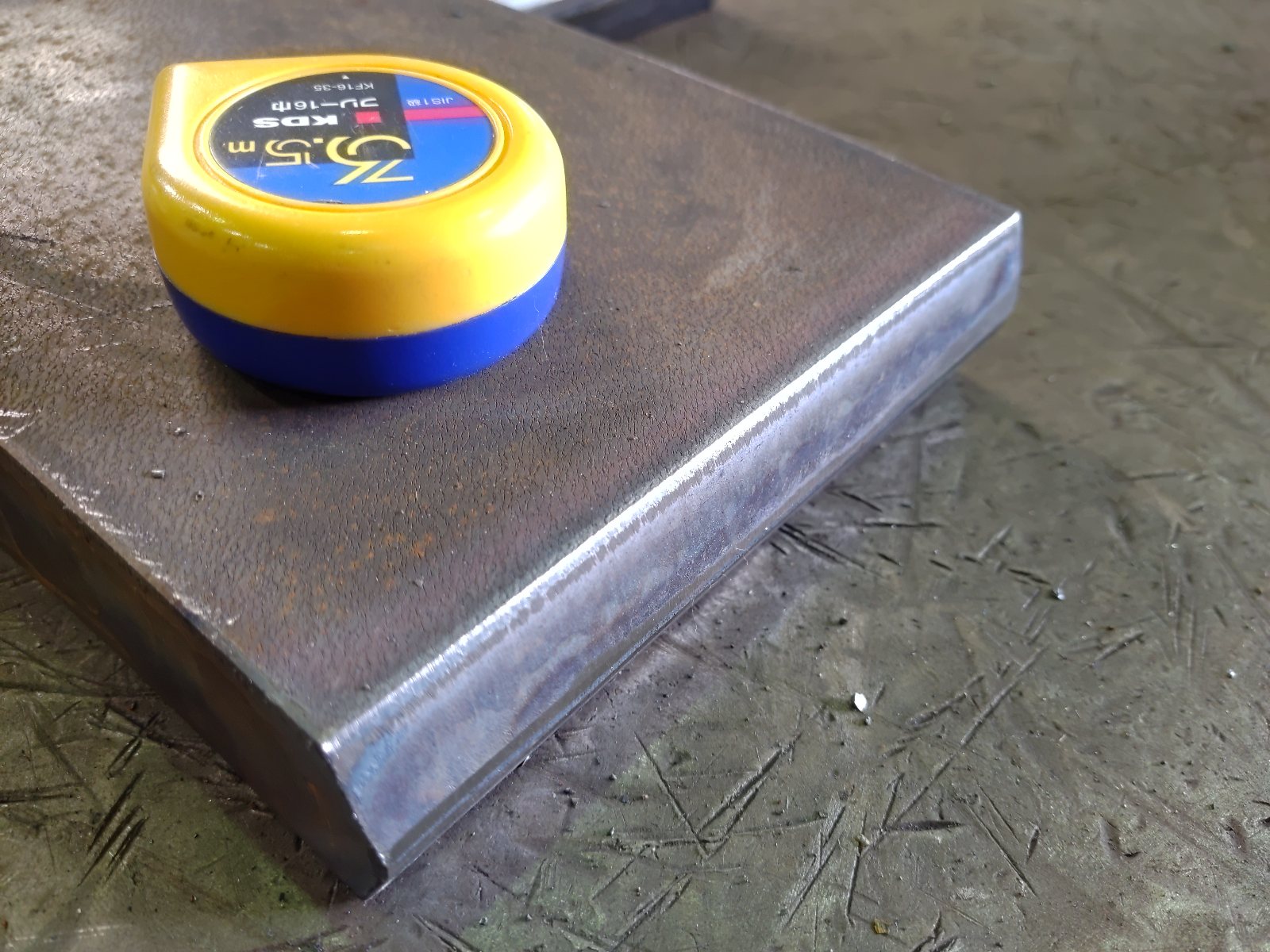
16mm厚で19mm幅の溶断品
 熱で変形しやすい形状ですが、できるだけ変形を抑えて切断しました。細長い形状 高難度形状
熱で変形しやすい形状ですが、できるだけ変形を抑えて切断しました。細長い形状 高難度形状 -
現物を計測して勝手違いの部品を製作
 お預かりした現物部品を計測して、形状溶断、開先溶断をしたものに機械加工を行って製作しました。機械加工 現物からの製作 開先切断
お預かりした現物部品を計測して、形状溶断、開先溶断をしたものに機械加工を行って製作しました。機械加工 現物からの製作 開先切断 -
鋭角の開先溶断
 19mm厚の寸法切りに対して、鋭角の開先溶断をしたものです。曲がりを最小限に抑えました。開先切断 高難度形状
19mm厚の寸法切りに対して、鋭角の開先溶断をしたものです。曲がりを最小限に抑えました。開先切断 高難度形状 -
コの字の立体切り
 コの字形状に溶断したものに対して、二次切りでコの字の溝を溶断しました。極厚溶断 立体切断
コの字形状に溶断したものに対して、二次切りでコの字の溝を溶断しました。極厚溶断 立体切断 -
2018年12月3日 外内形にテーパーのついた角リング
 100mm厚 側面全てにテーパーの付いた、難易度の高い立体切りです。一体モノの機械加工品を製作するときの切削量を大幅に減らして効率化します。異形穴 立体切断 複雑形状 高難度形状
100mm厚 側面全てにテーパーの付いた、難易度の高い立体切りです。一体モノの機械加工品を製作するときの切削量を大幅に減らして効率化します。異形穴 立体切断 複雑形状 高難度形状 -
理化学研究所様向け470mm厚の電磁軟鉄切断
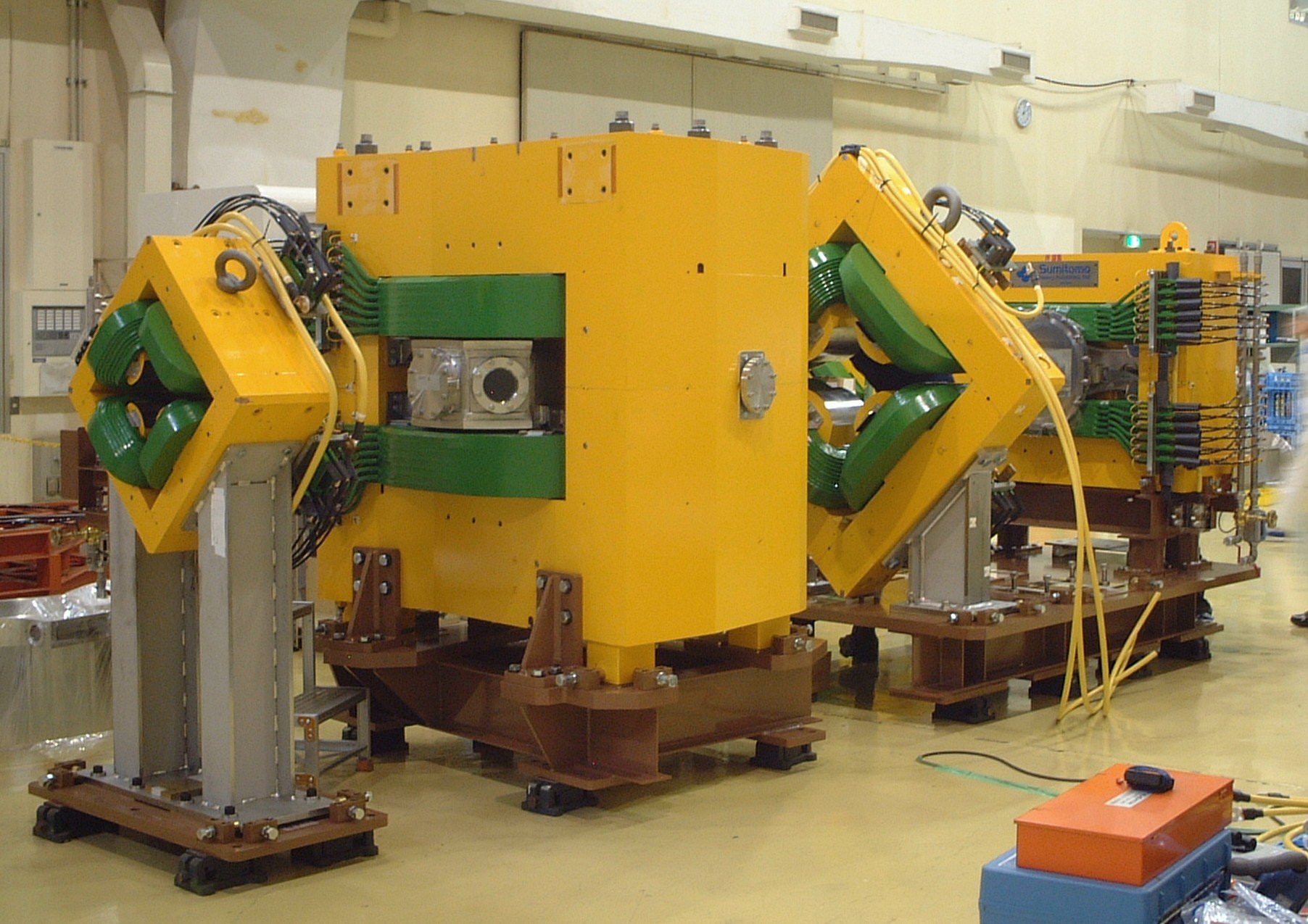 独立行政法人 理化学研究所様で、超重元素実験装置の気体充填型反跳分離器「GARIS(ガリス)-Ⅱ」を開発するにあたり、以前に試作された加速器用の電磁石の分厚い鉄芯部分から精密に部材を切り出す作業を弊社で請け負いました。電磁軟鉄製の鉄芯がステンレスのカバーに覆われ、周囲にも部品が取り付けられている状態だったので、カバーを外してから内側の470mm厚の本体部分のみを切断して複数の部材を切り出しました。 開発された「GARIS-Ⅱ」を使って研究が行われ、原子番号113番、日本の名を冠した「ニホニウム」が発見されることとなりました。 理化学研究所新元素探索へ向けて気体充填型反跳分離器GARIS-Ⅱが本格始動-112番元素コペルニシウム合成の検証に成功-https://www.riken.jp/press/2017/20170721_2/index.html Yahooニュース記事寿命は1000分の2秒、日本の名を冠した「ニホニウム」は基礎研究のたまものhttps://news.yahoo.co.jp/articles/34105b616ed5d033c5437977a9f4b8757f2417e9お役立ち事例 工賃切断 超極厚溶断 高難度形状
独立行政法人 理化学研究所様で、超重元素実験装置の気体充填型反跳分離器「GARIS(ガリス)-Ⅱ」を開発するにあたり、以前に試作された加速器用の電磁石の分厚い鉄芯部分から精密に部材を切り出す作業を弊社で請け負いました。電磁軟鉄製の鉄芯がステンレスのカバーに覆われ、周囲にも部品が取り付けられている状態だったので、カバーを外してから内側の470mm厚の本体部分のみを切断して複数の部材を切り出しました。 開発された「GARIS-Ⅱ」を使って研究が行われ、原子番号113番、日本の名を冠した「ニホニウム」が発見されることとなりました。 理化学研究所新元素探索へ向けて気体充填型反跳分離器GARIS-Ⅱが本格始動-112番元素コペルニシウム合成の検証に成功-https://www.riken.jp/press/2017/20170721_2/index.html Yahooニュース記事寿命は1000分の2秒、日本の名を冠した「ニホニウム」は基礎研究のたまものhttps://news.yahoo.co.jp/articles/34105b616ed5d033c5437977a9f4b8757f2417e9お役立ち事例 工賃切断 超極厚溶断 高難度形状

02
鉄のプロの対応力と情報力
長年培った業界ネットワークを活かし、一般鋼材だけでなく入手の
難しい材料の販売実績が多数あります。その他、鉄のプロとして焼鈍、
ノルマなどの各種熱処理、切削・曲げなどの各種機械加工、ショットを
はじめとした表面処理、超音波探傷検査など、お客様の要望に対応いたします。
また、浦安鉄鋼団地の利便性により、お客様が自社で使っている流通網を
活用して輸送をしやすいため輸送コストに貢献しています。
お客様の声(お役立ち事例) Useful Cases
-
「直線開先だけでなく、R開先もうまく取ってくれて助かります。(千葉県/鋼材販売業)」
直線開先を取る機械だと、厚い板への開先や大きな開先は加工できないので、厚いものは溶断での開先を依頼されることが多いです。 R開先は、丸穴の内側ならドリルでもできますが、外側や変形穴の内側の開先は機械加工だと大変です。溶断でも難易度は高いですが、機械加工の負担や手作業でサンダーでの開先を取る負担を減らせるので、お客様に頼りにしていただいています。 開先だけのご依頼を受けることもあります。お困りごとがありましたらご相談下さい。R開先 工賃切断 開先切断 -
「エッジのR加工まで対応してもらえました(千葉県 / 材料販売会社)」
 60mm 溶断開先とサンダーを併用して、形状の全周にR加工をしました。R加工 お役立ち事例
60mm 溶断開先とサンダーを併用して、形状の全周にR加工をしました。R加工 お役立ち事例 -
「極厚溶断、丸棒の溶接、表面処理、重量計測、重量刻印まで全て対応してもらえました(東京都 / 設備業)」
 190mm厚でウエイト製作。形状の溶断、丸棒の溶接、ショットブラスト処理、ジンクプライマー塗布、重量計測、重量刻印までの一貫製作の1トンウエイトです。溶断精度を保つことで、最大10kg前後の重量誤差で収めています。ウエイト製作 お役立ち事例 極厚溶断 表面処理 製缶 高精度
190mm厚でウエイト製作。形状の溶断、丸棒の溶接、ショットブラスト処理、ジンクプライマー塗布、重量計測、重量刻印までの一貫製作の1トンウエイトです。溶断精度を保つことで、最大10kg前後の重量誤差で収めています。ウエイト製作 お役立ち事例 極厚溶断 表面処理 製缶 高精度 -
「斜め穴もきれいに溶断してくれました(千葉県 / 鉄鋼業)」
 80mm厚 型切りに20度の角度で溶断穴をあけました。精度は3mm以内に収まっています。切断面も良好です。お役立ち事例 斜め穴加工 高難度形状
80mm厚 型切りに20度の角度で溶断穴をあけました。精度は3mm以内に収まっています。切断面も良好です。お役立ち事例 斜め穴加工 高難度形状 -
「溶断、製缶、加工まで一貫製作してもらえました」
 40mm 他 型切りや極厚リングを溶断したものを製缶してから機械加工しました。このような一貫製作も対応できます。お役立ち事例 機械加工 製缶
40mm 他 型切りや極厚リングを溶断したものを製缶してから機械加工しました。このような一貫製作も対応できます。お役立ち事例 機械加工 製缶 -
「スリット幅の狭い形状でも精度良く溶断してもらえました」
 230㎜厚。スリット巾のせまい型切りです。お役立ち事例 極厚溶断 高難度形状
230㎜厚。スリット巾のせまい型切りです。お役立ち事例 極厚溶断 高難度形状 -
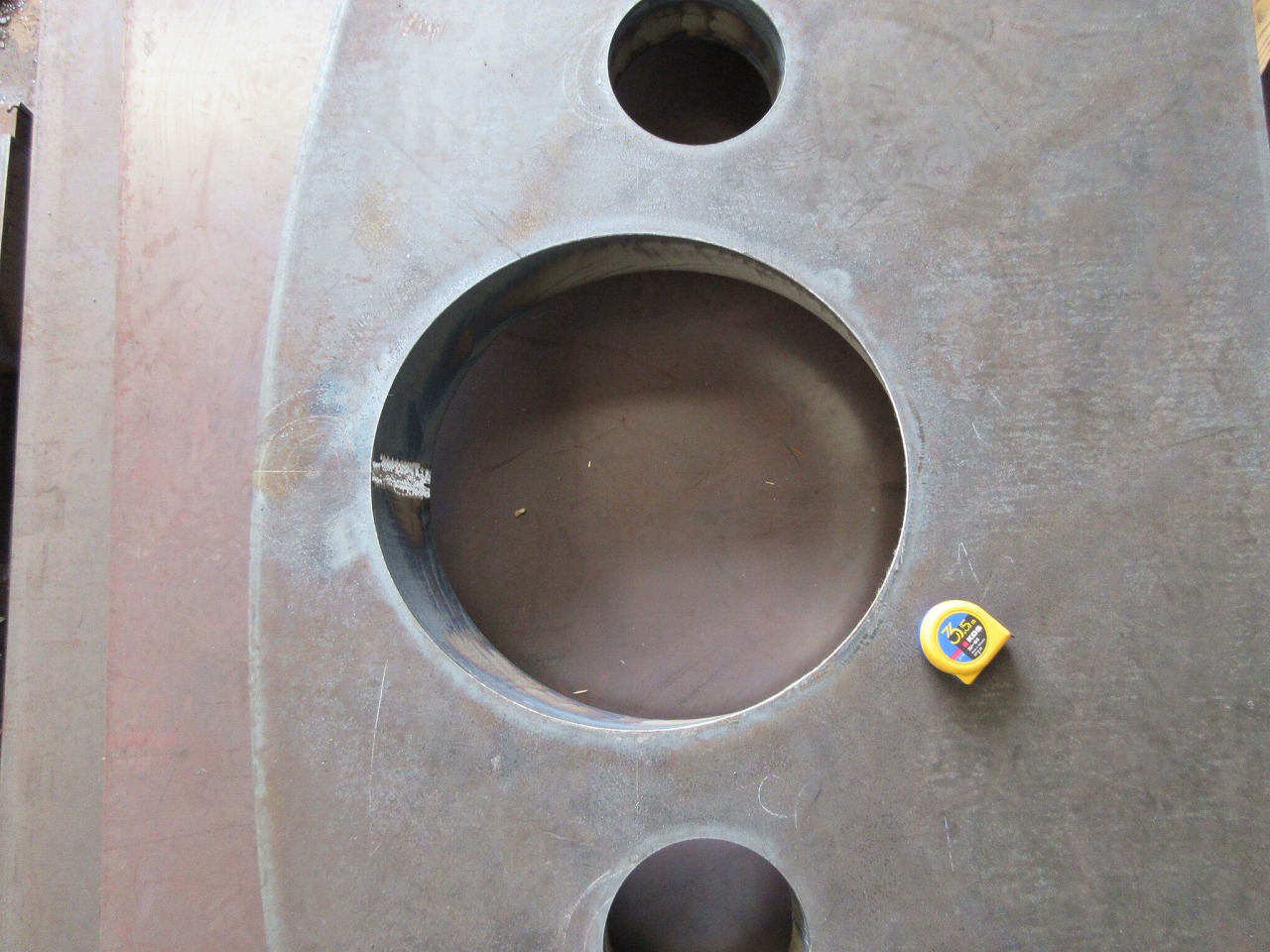
「115㎜厚に45Φの丸穴と幅45㎜の長穴をガス溶断してもらえました(東京都/鉄鋼業)」
 115㎜に、45φの穴と幅45㎜の長穴をガス溶断しました。かなり小さい穴ですが、きれいに切れています。お役立ち事例 小穴 極厚溶断 異形穴 高難度形状
115㎜に、45φの穴と幅45㎜の長穴をガス溶断しました。かなり小さい穴ですが、きれいに切れています。お役立ち事例 小穴 極厚溶断 異形穴 高難度形状 -
「細長い型切りでしたが、ほとんど変形せずに精度よく切れていました。(千葉県/鉄鋼業)」
 110㎜の細長い型切りです。お役立ち事例 熱処理 高精度
110㎜の細長い型切りです。お役立ち事例 熱処理 高精度 -
「S45Cの丸棒を旋盤加工したものを工賃切断してもらえました。(千葉県/機械加工業)」
 S45Cの工賃切りです。丸棒を旋盤加工したものに対して、25㎜厚の部分を型切りしました。センター位置を罫書いて、1~2mmの精度で切断しました。お役立ち事例 工賃切断 高精度
S45Cの工賃切りです。丸棒を旋盤加工したものに対して、25㎜厚の部分を型切りしました。センター位置を罫書いて、1~2mmの精度で切断しました。お役立ち事例 工賃切断 高精度 -
「500㎜を超える長さの丸棒を中抜き溶断してもらえるとは思わなかった!(千葉県/材料販売業)」
 工賃切断です。丸棒の長さ520㎜を板厚として、中抜き溶断しました。これによって後加工のコストがかなり軽減できると思います。お役立ち事例 小穴 工賃切断 超極厚溶断 高難度形状
工賃切断です。丸棒の長さ520㎜を板厚として、中抜き溶断しました。これによって後加工のコストがかなり軽減できると思います。お役立ち事例 小穴 工賃切断 超極厚溶断 高難度形状 -
「他社に断られてしまったが、中村機材では210mm厚に45Φの溶断穴をあけてもらえた。(東京都/機械加工業)」
 210mm厚で中抜き径45Φのリングです。この板厚だと、このくらいが溶断可能な最小径です。お役立ち事例 リング切断 小穴 極厚溶断 高難度形状
210mm厚で中抜き径45Φのリングです。この板厚だと、このくらいが溶断可能な最小径です。お役立ち事例 リング切断 小穴 極厚溶断 高難度形状 -
「高張力鋼板に多数のキリ穴をあけたものも対応してもらえた(千葉県/材料販売業)」
 16mm厚の高張力鋼板に、22φのキリ穴を400箇所以上あけました。お役立ち事例 小穴 機械加工 穴の多い形状 高難度形状
16mm厚の高張力鋼板に、22φのキリ穴を400箇所以上あけました。お役立ち事例 小穴 機械加工 穴の多い形状 高難度形状 -
「S45C 鍛造品リングを溶断で半分に切断してもらえました。(千葉県/機械加工業)」
 195mm厚、ローリング鍛造のリングの穴があいた形状を、穴を基準に指定位置を決めて両断して、分割リングの形状にしました。お役立ち事例 リング切断 半リング形状 工賃切断 極厚溶断 鍛造品
195mm厚、ローリング鍛造のリングの穴があいた形状を、穴を基準に指定位置を決めて両断して、分割リングの形状にしました。お役立ち事例 リング切断 半リング形状 工賃切断 極厚溶断 鍛造品 -
「金矢(クサビ)を切断してもらったら、思った以上に先端が溶けていなくて驚いた。(千葉県/機械加工業)」
 50mm厚の金矢(クサビ)のサンプルです。向かって右が火の調整を正しく行なったもので、左がわざと調整を狂わせたものです。上面のエッジが立ち、かつ先端が溶けないよう、オペレーターが微妙な調整を行い溶断します。お役立ち事例 先端形状 高精度
50mm厚の金矢(クサビ)のサンプルです。向かって右が火の調整を正しく行なったもので、左がわざと調整を狂わせたものです。上面のエッジが立ち、かつ先端が溶けないよう、オペレーターが微妙な調整を行い溶断します。お役立ち事例 先端形状 高精度 -
「180mm厚で幅30mmの形状も上手く切ってもらえました。(千葉県/材料販売業)」
 180mm 板厚に対して面積が非常に小さな溶断品です。直角度を保ち、切断面もできるだけ滑らかになるよう調整しています。お役立ち事例 板厚より狭い形状 高難度形状
180mm 板厚に対して面積が非常に小さな溶断品です。直角度を保ち、切断面もできるだけ滑らかになるよう調整しています。お役立ち事例 板厚より狭い形状 高難度形状 -
「2メートル以上の長さの極厚溶断品に大きな開先溶断をしてもらいましたが、曲がりも最小限にしてくれました。(東京都/鉄鋼業)」
 110mm厚。2メートル以上の長さの寸法切りに対して、両側を大きくテーパーカットしたものです。できるだけ曲がりを抑えつつ切断する必要があります。お役立ち事例 極厚溶断 開先切断 高精度
110mm厚。2メートル以上の長さの寸法切りに対して、両側を大きくテーパーカットしたものです。できるだけ曲がりを抑えつつ切断する必要があります。お役立ち事例 極厚溶断 開先切断 高精度 -
「母材の超音波探傷検査、直径2メートルの極厚リングの溶断、焼鈍まで一貫製作してもらえました(千葉県/材料販売業)」
 170mm厚のSS400の母材に対してJIS G0801の規格で超音波探傷検査を行い、合格の箇所で直径約2メートルのリングを切断後、焼鈍処理をしました。協力会社と連携して、様々な要望にお応えしています。お役立ち事例 リング切断 大型製品 熱処理
170mm厚のSS400の母材に対してJIS G0801の規格で超音波探傷検査を行い、合格の箇所で直径約2メートルのリングを切断後、焼鈍処理をしました。協力会社と連携して、様々な要望にお応えしています。お役立ち事例 リング切断 大型製品 熱処理 -
理化学研究所様向け470mm厚の電磁軟鉄切断
独立行政法人 理化学研究所様で、超重元素実験装置の気体充填型反跳分離器「GARIS(ガリス)-Ⅱ」を開発するにあたり、以前に試作された加速器用の電磁石の分厚い鉄芯部分から精密に部材を切り出す作業を弊社で請け負いました。電磁軟鉄製の鉄芯がステンレスのカバーに覆われ、周囲にも部品が取り付けられている状態だったので、カバーを外してから内側の470mm厚の本体部分のみを切断して複数の部材を切り出しました。 開発された「GARIS-Ⅱ」を使って研究が行われ、原子番号113番、日本の名を冠した「ニホニウム」が発見されることとなりました。 理化学研究所新元素探索へ向けて気体充填型反跳分離器GARIS-Ⅱが本格始動-112番元素コペルニシウム合成の検証に成功-https://www.riken.jp/press/2017/20170721_2/index.html Yahooニュース記事寿命は1000分の2秒、日本の名を冠した「ニホニウム」は基礎研究のたまものhttps://news.yahoo.co.jp/articles/34105b616ed5d033c5437977a9f4b8757f2417e9お役立ち事例 工賃切断 超極厚溶断 高難度形状 -
「350mm厚の支給材に大きな丸穴を溶断してもらえた。もしこの溶断工程無しで機械加工をしたら大変だった。(千葉県/機械加工業)」
 支給材の350mm厚方向への穴切断をしました。位置決めと倒れの精度に気をつけて作業しました。お役立ち事例 小穴 工賃切断 超極厚溶断
支給材の350mm厚方向への穴切断をしました。位置決めと倒れの精度に気をつけて作業しました。お役立ち事例 小穴 工賃切断 超極厚溶断 -
「SS400の丸棒は直径が太いものは手に入らないので、500mm厚の極厚鋼板から切り出してもらえて代用できました。(千葉県/材料販売業)」
 板厚500mmで、板厚より直径の小さな丸切りです。お役立ち事例 板厚より狭い形状 超極厚溶断
板厚500mmで、板厚より直径の小さな丸切りです。お役立ち事例 板厚より狭い形状 超極厚溶断
お役立ち資料集 Useful Information
-
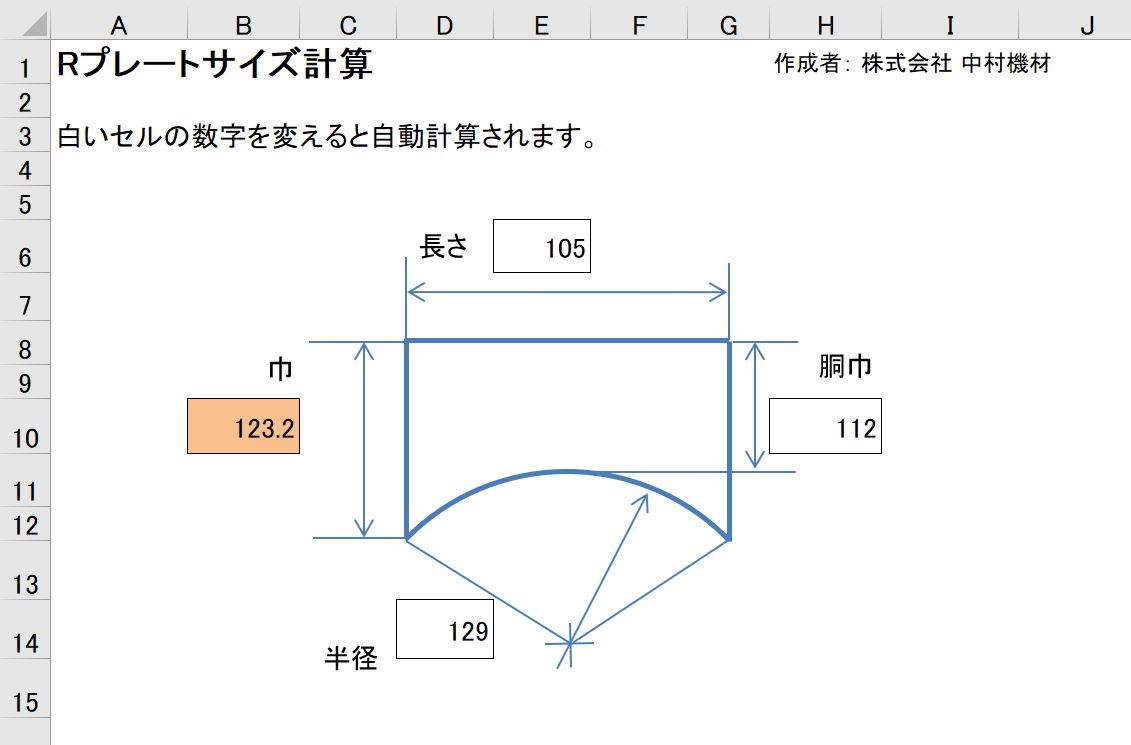
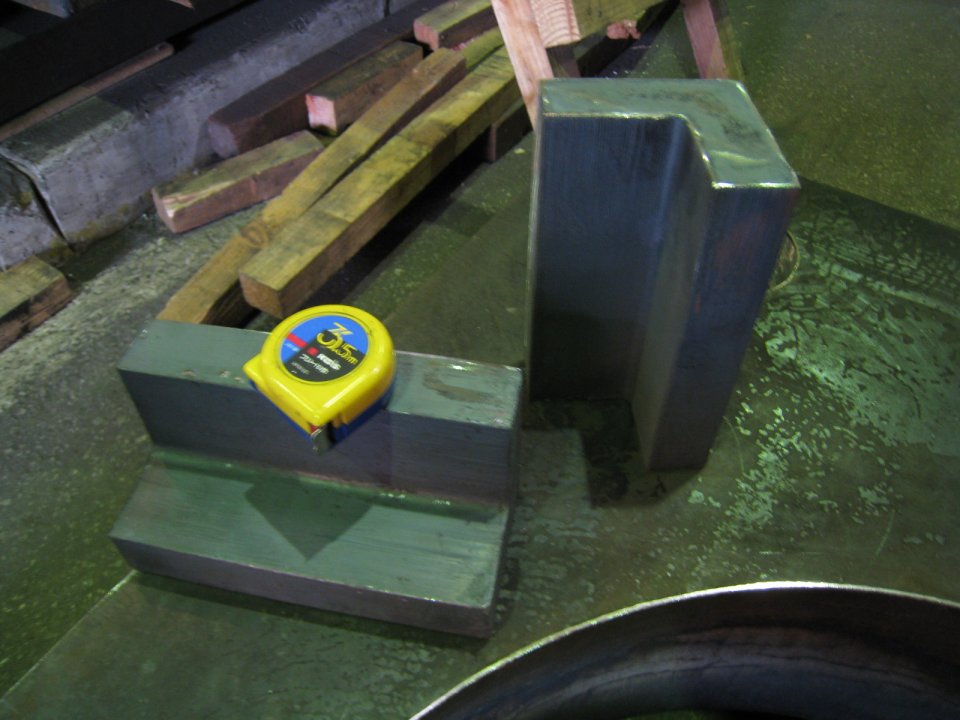
【ツール】Rプレートの幅の計算
下図のようなRプレートの半径と長さと胴巾(深さ)を入力するとプレートの幅を出力するエクセルツールです。ご自由にダウンロードしてご利用ください。 Rプレートサイズ計算Ver1-00.xlsx ※エクセルシート内の著作権と免責事項をお読みのうえご利用ください。 -

【動画資料】極厚鋼板 280mm厚の立体形状溶断オブジェの製作
40mm厚の精密溶断から280mm厚からの立体溶断までを組み合わせた、展示会用の立体形状オブジェを製作している動画です。立体溶断のイメージがわかる動画資料です。 鳥のような頭部の立体溶断の各工程、胴体部、脚部を組み合わせるためのジョイントの溶接の様子をまとめてあります。スケールを除去してショットブラストをかけ、錆止めにクリアラッカーを吹いた完成品が弊社に置いてあります。 https://www.youtube.com/watch?v=1KKzETu66y0 -
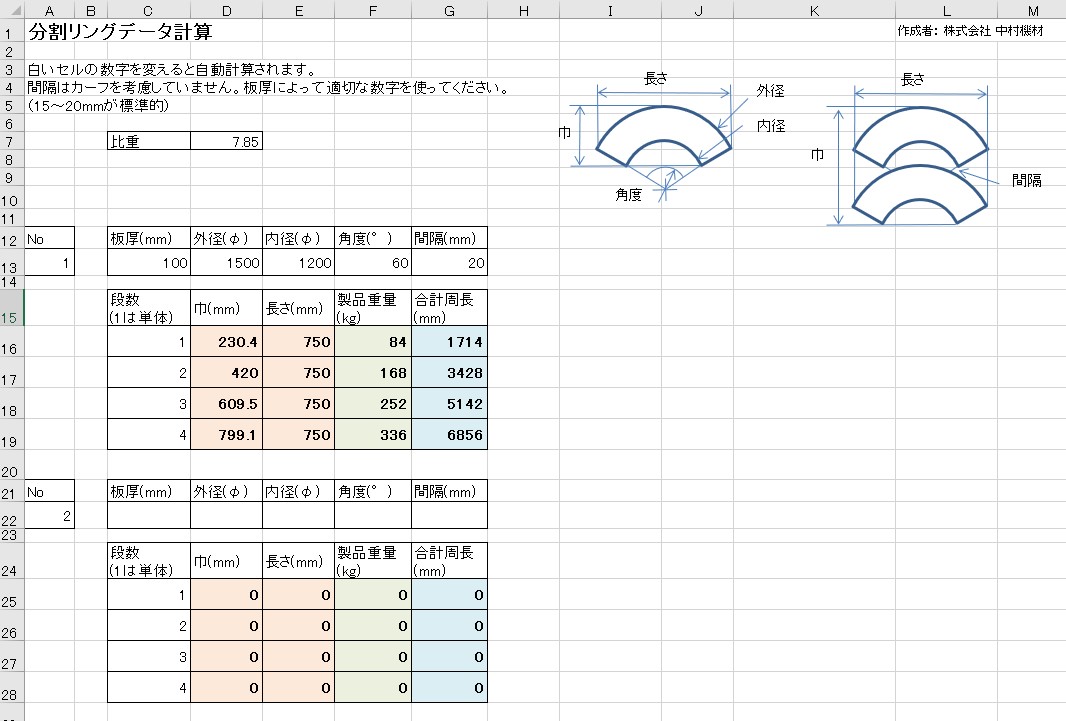
【ツール】分割リング形状の縦横サイズ計算
リング形状の切り板の場合、3分の1や4分の1など、分割した形状で作成されることがあります。後工程で溶接で繋ぎ合せて使用されるのが一般的です。特に細いリングの場合は分割することで使用する材料の縦横寸法が小さくなるので価格が抑えられ、重ねるように組み合わせることでさらに歩留まりが上がるのでコストメリットが大きいためです。 また、一体物で作成すると全体的な歪みへの対応が難しいですが、分割することで溶接時に微調整が可能になるという副次的なメリットもあります。 ちなみに、2分割だと一体物に比べて単純に半分になるだけなので歩留まりメリットはあまり大きくありません。分割する場合は3分割以上がおすすめです。 リング形状を分割すると、縦横寸法はどのくらいになるのか、重ねてネスティングした場合はどのくらいの大きさに収まるのかは一般的にはCADで作図しないとわかりませんが、弊社で作成した下のエクセルのツールで算出することもできます。ご自由にダウンロードしてご利用ください。 分割リングデータ計算Ver1-10.xlsx※エクセルシート内の著作権と免責事項をお読みのうえご利用ください。 -
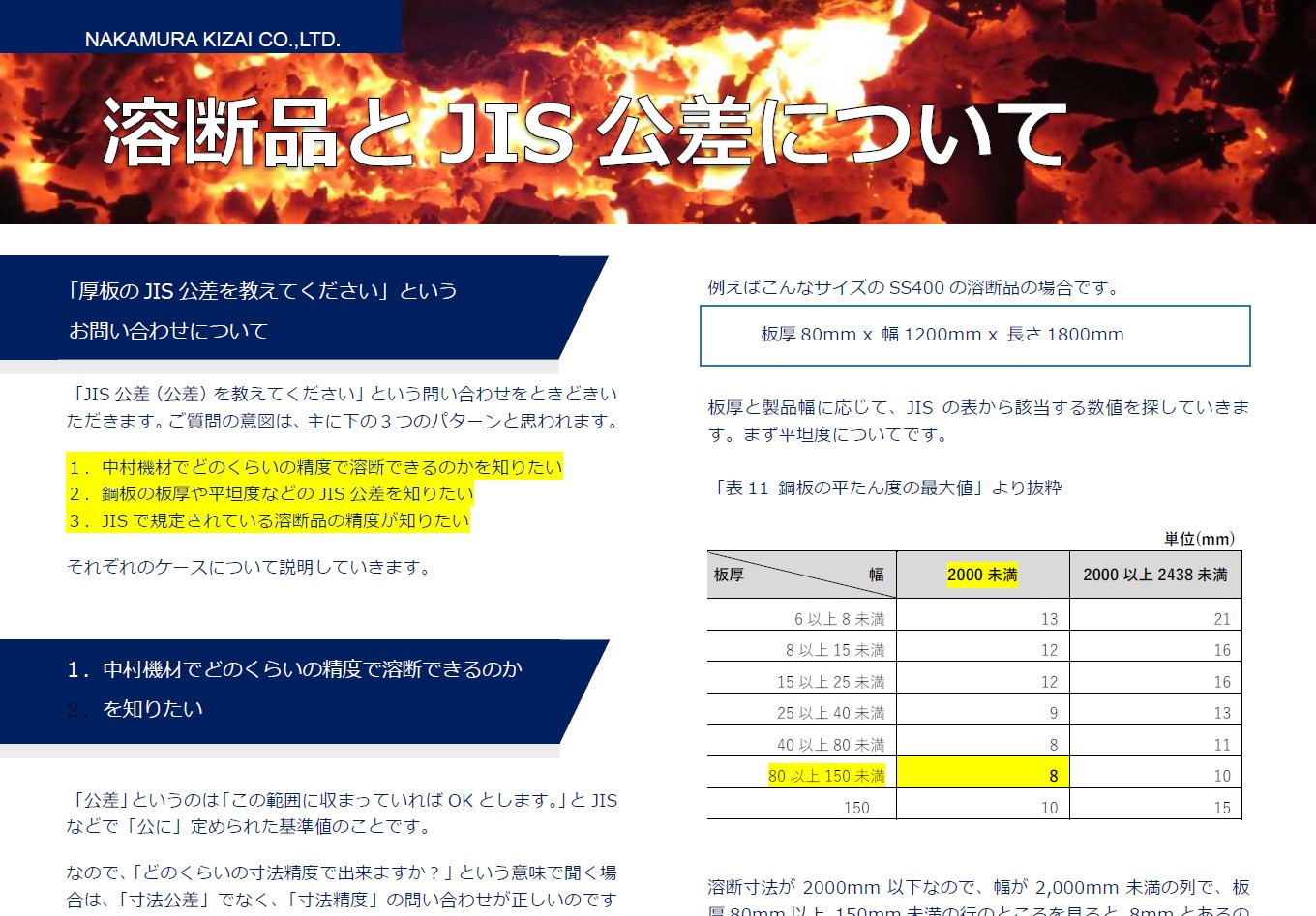
溶断品とJIS公差について
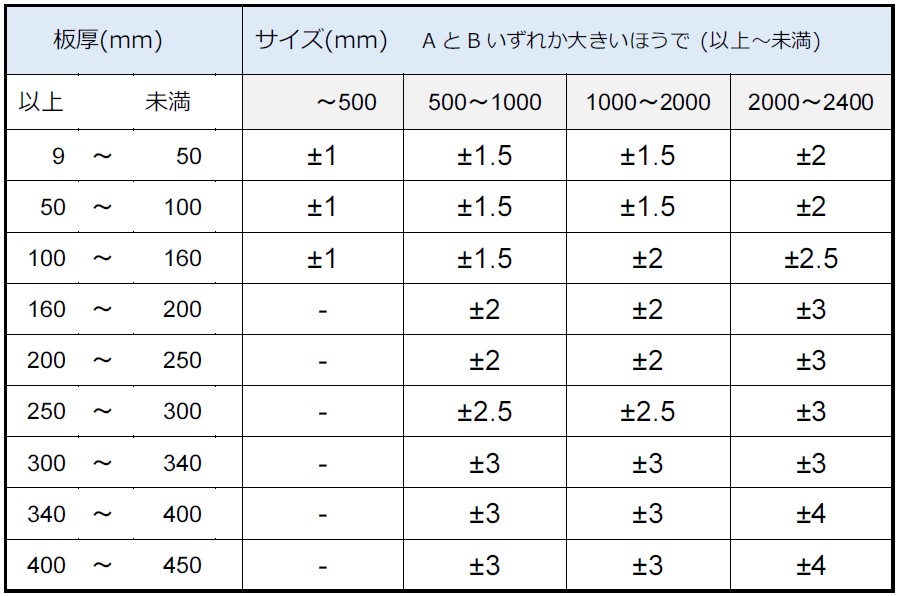
「厚板の公差(JIS公差)を教えてください」という問い合わせがときどきあります。ご質問の意図は、下の3つのパターンと思われます。 1.中村機材でどのくらいの精度で溶断できるのかを知りたい2.鋼板の板厚や平坦度などのJIS公差を知りたい3.JISで規定されている溶断品の精度が知りたい それぞれのパターンについて説明していきます。 1.中村機材でどのくらいの精度で溶断できるのかを知りたい 「公差」というのは「この範囲に収まっていればOKとします。」とJISなどで「公に」定められた基準値のことです。なので、「どのくらいの精度で加工出来ますか?」という意味で聞く場合は、「寸法公差」でなく、「寸法精度」を問い合わせるのが正しいのですが、ややこしいため誤用される方も多いです。「溶断品の精度を知りたい」場合は板厚や形状に応じて回答させていただいています。 弊社の溶断精度の目安については、資料を用意しているのでそちらも併せてご案内しています。 中村機材の溶断精度の目安 2.JISで規定されている鋼板の板厚や平坦度などの公差を知りたい JISの中で鋼板の寸法公差は、JIS G3193「熱間圧延鋼板及び鋼帯の形状,寸法,質量及び その許容差」の中の「形状及び寸法の許容差」で規定されています。 母材の長さや幅、横曲がりの最大値などが定められていますが、その中でも溶断品に関係してくるのは「板厚」と「平坦度」です。ちなみに、JISの「横曲がり」については母材に関してのことなので、一般的に溶断品のキャンバーには該当しません。 弊社で扱っている、SS400やSM490Aなどの鋼種の場合の実例で説明します。ちなみにJISでは当事者間の取り決めで別の基準を使用する場合もありますが、この説明で扱うのはJISの一般的な公差です。 例えばこんなサイズのSS400の溶断品の場合で見てみます。 板厚80mm x 幅1200mm x 長さ1800mm 板厚と製品幅に応じて、JISの表から該当する数値を探していきます。 まず平坦度についてです。 溶断寸法が幅も長さも2000mm未満なので、表の中の幅が2,000mm未満の列で、板厚80mm以上 150mm未満の行のところを見ると、8mmとあるのでこれが該当します。つまり、平坦度が8mm以下であればJIS公差に収まっている、ということになります。 なお、板の平坦度は下記のように測ります。 JIS公差はあくまで「これを超えたら不良品」という緩めの基準なので、一般的に出回っている鋼板の平坦度は実際にはもっと良好であることがほとんどです。 次に板厚についてです。 もしこの溶断品を切り出した母材のサイズが 板厚80mm x 幅2438mm x 長さ6096mm であれば、幅が1,600mm以上 2,500mm未満の列で、板厚63mm以上 100mm未満の行のところを見ると、±1.10mmとあるのでこれが該当します。 つまり、板厚が78.9mmから81.1mmの間であればJIS公差に収まっている、ということになります。 ちなみに一般的に出回っている鋼板の板厚は実際にはどうかというと、表記より厚いことはあまりなく、どちらかというと薄いことが多い印象です。 3.JISで規定されている溶断品の精度が知りたい JISでは、打抜き加工や曲げおよび絞り加工、金属板せん断加工の寸法公差は規定されていますが、実は「溶断品」については規定がありません。ちなみに金属板せん断加工についても12mm厚以下の規定しかありません。 一方、工業製品全般についての基準として、JIS B 0405「普通公差 第1部: 個々に公差の指示がない長さ寸法 及び角度寸法に対する公差」というものがあります。 板厚などの条件を考慮せず、例えば中級であれば単純に「中級という精度水準の指定の場合はつまりこのくらいの寸法精度になっていればOKです」という規定です。 なので、「ガス溶断の精度を規定するJISの内容」はありませんが、「JISのこの基準を精密溶断で満たせますか?」ということであれば回答可能です。 具体的な数値を見てみると、「精級」、「中級」は1メートル以下の長さについてはコンマ台の公差なのでガス溶断だと物理的に不可能です。これらは機械加工で実現する精度水準です。(120~400mmの長さであれば±0.5なので、板厚によってはレーザー切断なら可能なものもあります。) ±1.5mmくらいからであれば、ガス溶断の精度でも板厚によっては狙えるケースが出てきます。「粗級」の400~1000mmから上の範囲、または「極粗級」の30~120mmから上の範囲です。 実際に、部材によっては材料ユーザーが仕様を若干緩和することで、機械加工の一部を精密溶断加工に置き換えて使用できるようにして、コストを抑えるケースはよくあります。 なお、JISには開先(面取り)の許容差の規定もありますが、下記の数値を見てみると、機械開先を前提にした精度のため、ガス溶断ではあまり現実的でない水準になっています。とはいえ、大きな面取りを機械加工でやるのは大変なので、ここもJISを適用しない仕様にして、ガス溶断開先で済ませることも少なくありません。 まとめ 溶断品専用のJIS公差は存在せず、熱間圧延鋼板(母材)のJIS公差は緩く、加工品の普通公差は機械加工を前提にしているため溶断品に適用するにはきびしい、というのが概要です。 JIS公差を気にされるということは、そもそも精度品質を重視している部材かと思われますので、必要な精度を具体的にして、コストを掛けてでも機械加工を絡める必要があるのか、溶断で実現可能な精度水準に緩和できるものかすり合わせることで合理的な材料調達ができます。 -

S25C材の溶断販売について
国内高炉メーカー製のS25Cの鋼板を板厚100mmまで常時在庫しています。 普通鋼の極厚精密溶断で培った技術によって短納期で精密切断対応致します。また、100mmを超える板厚もお問い合わせいただければ入手可能です。ぜひご活用ください。 S25Cとは? 機械構造用炭素鋼のうち、炭素含有量の代表値が0.25%のものです。 用途は? S25Cは丸棒や鍛造の素材としては一般的な材質なので、フランジや機械部品の材料などに使用されます。形状によっては丸棒などより鋼板からの形状溶断で手配したほうが後加工が合理的です。 切断精度は? 普通鋼の精密溶断と同レベルで概ね±1.5~2mmくらい※で切断可能です。板厚100mm以下であれば倒れも1㎜程度で収まります。 ※ 製品サイズや形状によってこれより変動する場合があります。 内質保証はありますか? 高炉メーカーの仕様として成分保証はありますが、ピンホールなど内質保証は無いのでご注意ください。 常時在庫 板厚(mm)12. 16. 19. 22. 25. 28. 32. 36. 40. 45. 50. 55. 60. 70. 80. 90. 100サイズ1524 x 3048 or 2000 x 4000 ※上記サイズで対応できないものも弊社で手配可能ですのでお問い合わせください。 -
中村機材の溶断精度の目安
板厚とサイズごとの上面精度 板厚・幅・長さごとの上面寸法精度の目安の一覧表です。例えば、100mm厚x幅500 x長さ800のサイズであれば上面精度は±1.5mmくらいということです。弊社の溶断製品の90%以上のものが下記の精度に収まっていますが、あくまで目安なので多少外れることがあります。細長いものや、サイズが板厚未満のもの、溶断穴が多いものなどは精度が落ちる傾向があります。 板厚ごとの溶断面の倒れ 板厚ごとの溶断面の倒れ精度の目安の一覧表です。例えば、300mm厚あれば倒れの精度は2.5mm以内が目安ということです。こちらも弊社の溶断製品の90%以上のものがこの一覧表の精度に収まっています。溶断面の倒れは上図のCのように下面で外に広がるときとC’のように内側に入るときがあります。 -

中村機材の溶断で出来ること&出来ないこと
○ 出来ること 基本的に鉄板は溶断できます。 圧延された鋼板の他、鍛造材料も溶断できます。 圧延鋼板は製造可能な最大板厚が550mmで、これも溶断可能です。二次切断や鍛造品など、1000mm以上の板厚も溶断はできます。 板厚より小さい穴も溶断可能です。例えば200mm厚で直径100mmの丸穴も大丈夫です。 板厚よりも細い部分ができるような形状も溶断可能です。例えば200mm厚のリングでリング幅が15mmしかない場合も、多少変形はしやすいですが溶断はできます。 溶断でのR開先や、C100やC200といった大きなサイズの開先切断が可能です。 20トン以上の母材や持ち込み材料を扱うことができます。 2700mm幅以上のサイズの材料を扱うことができます。 原寸型紙での溶断も可能です。 溶断部品図からだけでなく、最終図面から部品を拾って溶断できます。 × 出来ないこと ステンレスやアルミや銅など非鉄金属は溶断できません。(レーザー切断品の手配はもちろん出来ます) 基本的に鋳物は溶断できません。 6 mm未満もガス溶断できなくはないですが、精度やコストの観点からシャーリングやレーザー切断やプラズマ切断がおすすめです。 間に空間のある2枚の鋼板を同時に溶断することはできません。 炎が貫通しないで途中までで止めるような形状切断はできません。 丸棒を旋盤加工のように点対称形状に溶断することはできません。 コンマ台の寸法公差でのガス溶断はできません。 2023年現在、溶断スタッフを派遣したり、溶断設備を持っていって作業したりすることは行なっておりません。 -
JIS丸めと鋼板の角重量計算
鉄鋼の重量計算において、販売管理ソフトなどで計算される重量と、電卓やエクセルで手計算した重量が微妙に異なり、お問い合わせをいただくことがあります。 これは、正式な鉄鋼重量計算では日本産業規格(JIS)の中の「JIS Z8401 数値の丸め方」で定められた丸め方を計算過程で複数回使用するので計算結果に差が出るためです。いわゆるJIS丸めと呼ばれる計算方法です。 JIS丸めをわかりやすく噛み砕いた説明と鋼板の角重量計算の実例をまとめた社内教育用資料です。参考にしてみてください。 JIS丸めではなぜ四捨五入を使わないのか 数値を丸めるときに、一般的には四捨五入が多く使われます。 しかし、工業における数値丸めで四捨五入を使うと問題が生じることがあります。四捨五入だと、5は1~9の真ん中にあるのに常に切り上げられてしまうので、丸めた結果が現実の数値より大きくなる方向に偏ってしまうからです。 小数点以下を四捨五入して整数に丸めるときの例です。 1110.502 ← 10.5よりわずかでも大きいものは、1~9の真ん中より大きいので0.5を切り上げて11にしても偏らない。 11 ?10.500 ← 10.5は10.1~10.9のちょうど真ん中にあるのに、四捨五入では常に切り上げてしまうことになり、結果として総合計は大きい方に偏ってしまう。 1010.498 ← 10.5よりわずかでも小さいものは、10.1~10.9の真ん中より小さいので0.4を切り捨てて10にしても偏らない。 すると、例えば隙間のサイズ計算であればいくつか部品を重ね合わせた隙間が計算結果よりも狭くなり、入るはずだったモノが入らなかったり、いくつかの部品を組み合わせた耐荷重計算であれば実物が想定より弱くて壊れたりといったトラブルが起きます。 そのため、日本産業規格(JIS)の中の「JIS Z8401 数値の丸め方」では「5を丸めるときに偏らせない」という目的で、単純な四捨五入で丸めないルールを使います。 有効数字と有効桁数 有効数字というのは測定結果などを表す数字から0.00…のような位取りを表すゼロを除いた意味のある数字のことです。 有効桁数とは、有効数字の桁数です。例えば有効桁数4桁であれば下の例の部分になります。 1234 1234567 1.23456 0.0123456 0.001200215 有効桁数4桁に丸める、という場合は上で示した桁数だけが残るように、ルールに従って数値を丸めます。 JIS Z8401の丸め方と実例 基本は四捨六入 例えば10.256や10.400や10.496を整数に丸めるなら小数点以下を切り捨てて10。10.600や10.612や10.892なら小数点以下を切り上げて11。 5を丸めるとき、下に有効数字があれば切り上げ 例えば10.502を整数に丸めるなら5の下に02があるので切り上げて11。 5を丸めるとき、その下に有効数字がなければ、5のひとつ上の位が偶数だったら切り捨て、奇数だったら切り上げ 例えば10.500を整数に丸めるなら5の上が0で偶数なので切り捨てて10。11.500なら5の上が1で奇数なので切り上げて12。18.500なら5の上が8で偶数なので切り捨てて18。奇数か偶数かで半々の確率で場合分けするので偏りにくい。 JIS丸めを使う効果 四捨五入とJIS丸めを比べてみます。 下の表で、「元の数字」は1.10から4.00まで0.1ずつ数値を増やしたものです。 それを四捨五入で整数に丸めたものと、JISの丸め方で整数に丸めたものが横に並べてあります。 それぞれを合計してみると、元の数字の合計は76.50なのに対して四捨五入で丸めたものの合計は78.00になりますが、JISの丸め方のほうは77.00となり、元の数値に近い結果が出せました。 鋼板の重量計算の手順(角重量) 板厚(mm) と 比重(鉄7.85) を掛けて、有効桁数4桁に丸めて面積1mm角あたりの重量(kg)を出す。 幅(m) と 長さ(m)を掛けて、有効桁数4桁に丸めて面積を出す。 上の1と2を掛けて、有効桁数3桁に丸めて単重(kg)を出す。ただし、単重が1000kg以上のときは有効桁数3桁に丸めてしまうと1の位を0にしてしまうので整数に丸める。 単重に員数を掛けて、整数に丸めて単重(kg)を出す。ただし1kg未満であれば有効桁数3桁に丸める。 つまり、計算過程で数値丸めが4回発生するので、四捨五入の計算と比べて数kgの差が生じることがあります。 ただし、JIS丸めは専用のソフトなどを使用しないと計算に手間がかかります。そのため、通常の実務で輸送重量や概略価格のお見積りをする場合には電卓やエクセルを使用して単純な四捨五入で出した重量を使用する場合もあります。 計算例1 SS400板厚85mm x 幅100mm x 長さ217mm - 員数5枚 1. 85mm x 7.85 = 667.25有効桁数4桁に丸める。丸める桁の数値が5。上の位は2で偶数なので5を切り捨てて 667.22. 幅0.100m x 長さ0.217m = 0.02170有効桁数4桁に丸める。2170は4桁なのでそのまま0.021703. 667.2 x 0.02170 = 14.47824 kg有効桁数3桁まで丸めて、単重14.5kg4. 単重14.5kg x 員数5枚 = 72.5 → 重量72 kg ※※ 0.5を丸めるときに上の位が2で偶数なので0.5を切り捨てる 計算例2 SS400板厚85mm x 幅100mm x 長さ217mm - 員数7枚 1. 85mm x 7.85 = 667.25有効桁数4桁に丸める。丸める桁の数値が5。上の位は2で偶数なので5を切り捨てて 667.22. 幅0.100m x 長さ0.217m = 0.02170有効桁数4桁に丸める。2170は4桁なのでそのまま0.021703. 667.2 x 0.02170 = 14.47824 kg有効桁数3桁まで丸めて、単重14.5kg4. 単重14.5kg x 員数7枚 = 101.5 → 重量102 kg ※※ 0.5を丸めるときに上の位が1で奇数なので0.5を切り上げる 計算例3 SS400板厚150mm x 幅1020mm x 長さ2152mm - 員数4枚 1. 150mm x 7.85 = 1177.5有効桁数4桁に丸める。5桁目の数値は5。上の位は7で奇数なので5を切り上げて 11782. 幅1.020mm x 長さ2.152mm = 2.19504有効桁数4桁に丸めて 2.1953. 1178 x 2.195 = 2585.71 kg有効桁数3桁以上なので整数に丸めて、単重2586kg4. 単重2586kg x 員数4枚 = 10344 → 重量10344 kg 計算例4 SS400板厚230mm x 幅958mm x 長さ984mm - 員数2枚 1. 230mm x 7.85 = 1805.5有効桁数4桁に丸める。5桁目の数値は5。上の位は5で奇数なので5を切り上げて 18062. 幅0.958mm x 長さ0.984mm = 0.942672有効桁数4桁に丸める。0.94273. 1806 x 0.9427 = 1702.5162 kg有効桁数3桁以上なので整数に丸めて、単重1703kg4. 単重1703kg x 員数2枚 = 3406 → 重量3406 kg 計算例5 SS400板厚1.2mm x 幅51mm x 長さ52mm - 員数3枚 1. 1.2mm x 7.85 = 9.420有効桁数4桁に丸める。9420は4桁なのでそのまま9.4202. 幅0.051m x 長さ0.052m = 0.002652有効桁数4桁に丸める。2652は4桁なのでそのまま0.0026523. 9.420 x 0.002652 = 0.02498184 kg有効桁数3桁まで丸めて、単重0.0250kg ※4. 単重0.0250kg x 員数3枚 = 0.075 → 重量0.075kg ※ 1kg未満の場合については全て1kgとするなど、実務上は各社それぞれのルールが存在します。 ダウンロード用A4資料 A4サイズ2ページの資料としてまとめました。 JIS丸めと鋼板の重量計算 (PDF 224KB) -
お役立ち事例とお客様の声
厚板の溶断精度の良さや納期をはじめとして、それぞれのお客様がいろいろな理由で中村機材を選んでくださっています。もし、同じようなお困りごとがあればお手伝いできるかもしれません。ぜひご一読いただき、御社にとってのヒントになれば幸いです。 ベース厚から強い精密切断品質・精度 「削って使うものは他からの購入でもいいけれど、加工せずに溶断したままの大きさで使うものは、中村機材さんのが精度が良くて使いやすい。サイズや形状によっては+0, -1くらいで狙ってくれる」製缶業者様 「最終的な使い方を図面で判断して、ここはぴったりめのサイズで、ここは小さめのサイズで、というように使いやすいものを提供してくれるので助かる」土木機械メーカー様 「板厚300mm以上だと、以前頼んでいたところは5mm以上大きく切ってこられてしまったが、中村機材は必要以上に大きくしないでくれるから助かる」鋼材販売業者様 「極厚でも切断面の倒れがほとんどないので黒皮面が使いやすい」機械加工業者様 「他の溶断業者では『曲りやよじれがものすごく出るので20mm以上変形すると思う』と言われた形状のものを±5mmくらいの精度で切断してくれた」鋼材販売業者様 「他の溶断業者の製品は、面が荒れていたり、カドが欠けていたりしたことがあったが、中村機材のは仕上がりがきれいでよい」鋼材販売業者様 「不良品、クレーム品がほとんどないので安心」商社様 高精度なリング切断 「板厚や形によって、適切な加工しろを提案してくれた。リング巾が狭くても片側5mmで大丈夫だと教えてくれた。」鋼材販売業者様 「300mm厚以上でも、リング形状の溶断精度が良い。この精度ならこのまま機械に乗せて加工を始められる」旋盤加工業者様 小さな溶断穴への高い対応力 「他の溶断業者からは『小さすぎるので溶断ではできない』と言われた穴を溶断であけてくれた」金型製作業者様 「板に対して斜めに穴のあいた形状だが、溶断で斜め穴をあけてくれた」曲げ加工業者様 「持ち込みの材料に異型穴を開けてくれるので機械加工がだいぶ楽になっている」機械加工業様 「板厚100mmで幅が25mmの長孔をまさかガス溶断であけてくれるとは思わなかった」鋼材販売業者様 短納期対応 「修理部品で大至急必要だったものだったので、ダメ元で納期希望を伝えたら間に合わせてくれたので驚いた」大型機械修理業者様 「納期をしっかり守ってくれるので助かる」鋼材販売業者様 立体切り・開先・特殊形状 「ベース厚の板を溶接で組み合わせて作っていた部品を、厚板から切り出して作る方法を提案してくれた。思った以上にきれいに正確にできている。コストメリットも出たし、一体もので作ると強度も安心感がある」プレス加工業者様 「開先機械では対応できないC50やC100のような大きな開先を溶断で対応してくれるので助かる」鋼材販売業者様 「二次切りで最終形状に近い形まで切ってくれたので、大きなものは特にコストメリットが出た」鋼材販売業者様 超極厚在庫 「厚さ200mmの鋼板なんていうものがあるとは思わなかったので、ウエイトを製作するときには今まで50mm厚を溶接で貼りあわせて使っていた。溶断だと加工しないと精度がラフかと思ったら、±1.5~3mmの高精度で納めてくれた」クレーンウエイト製作業者様 「270mmや310mmという板厚もあるんですね!」鋼材販売業者様 「400mm以上の板厚の材料を持っているところを探していた」商社様 量物や大きなものを扱える設備 「板厚とサイズが大きくて重量が20トンを超えるような母材をお客様が取り回しのしやすいサイズに切断するということもやってくれる。」商社様 「直径が2700mmもある製缶品の板厚50mm近い側面に溶断で四角い穴をあけられるところを探していて、取り回しも含めてできるところを探してたどり着いた」製缶機械加工業者様 鍛造品や丸棒など鋼板以外の切断対応 「丸棒をカットしたものを加工するとき、溶断で下穴をあけてくれたので、1から削るより効率的だった。切削量が減ったので、機械や刃物の負荷も減った」 旋盤加工業者様 「100角で長さが5000の角鋼の端部を斜めに切り落としてくれるところを探していた」形鋼販売業者様 「大きな丸棒や形鋼の一部をカットできるところを探していた」形鋼販売業者様 「コの字や穴は鍛造が苦手なので、鍛造材に追加工してくれるので助かる」鍛造業者様 「鍛造したものをそのまま機械加工していたが、鍛造品の一部を溶断で落として加工量を減らしてもらえたので、トータルでコストが下がった。」鍛造業者様 母材超音波検査・製缶・加工までの一括請負 「自社で使う治具で、40mmとか70mmの板厚を製缶で組み合わせたものを、材料から製缶加工まで一括でやってもらえて助かった」プレス加工業者様 「超音波探傷検査や熱処理など、証明書付きでしっかり対応してくれる」鋼材販売業者様 「極厚鋼板の溶断、丸棒の溶接、ショットブラスト、ジンクプライマー、重量計測、重量刻印まですべてやってくれたので、ウエイト材がとても合理的に製作できた」大型設備販売業者様 「350mm厚など、大きなものも材料から機械加工まで受けてくれた」大型部品供給業者様 ダウンロード用A4資料 A4サイズ2ページの資料として代表的なものをまとめてみました。 お役立ち事例とお客様の声 (PDF 426KB) -
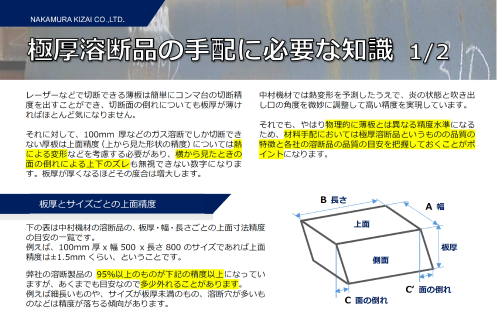
注文時に便利な極厚溶断品の仕様知識
はじめに 板厚100mmを超えるような極厚溶断品はスタンダードな板厚の鋼板と異なり、上面の精度だけでなく切断面の倒れを始めとする極厚ならではの品質要素を考慮する必要があります。 お客様より板厚ごとの切断精度の目安や必要な削りしろの目安についてお問い合わせをいただくことも多いので、弊社で資料を作成いたしました。「ヘソ」や「上ノロ」といった、製品の品質に関わる要素も写真付きで説明しております。極厚溶断品の手配を担当される方々の業務のお役に立てれば幸いです。 極厚溶断品の手配時に把握すべき品質要素のポイント レーザーなどで薄板を切断する場合は簡単にコンマ台の切断精度を出すことができ、切断面の倒れについても板厚が薄ければほとんど気になりません。 それに対して、100mm厚などのガス溶断でしか切断できない厚板は上面精度(上から見た形状の精度)については熱による変形などを考慮する必要があり、横から見たときの面の倒れによる上下のズレも無視できない数字になります。板厚が厚くなるほどその度合は増大します。 中村機材では熱変形を予測したうえで、炎の状態と吹き出し口の角度を微妙に調整して高い精度を実現しています。それでも、やはり物理的に薄板とは異なる精度水準になるため、材料手配においては極厚溶断品というものの品質の特徴と各社の溶断品の品質の目安を把握しておくことがポイントになります。 板厚とサイズごとの上面精度 下の表は中村機材の溶断品の、板厚・幅・長さごとの上面寸法精度の目安の一覧です。例えば、100mm厚x幅500 x長さ800のサイズであれば上面精度は±1.5mmくらい、ということです。 弊社の溶断製品の95%以上のものが下記の精度以上になっていますが、あくまでも目安なので多少外れることがあります。例えば細長いものや、サイズが板厚未満のもの、溶断穴が多いものなどは精度が落ちる傾向があります。 表:板厚とサイズごとの上面精度 板厚ごとの溶断面の倒れ 下の写真は切断面の倒れの例で、吹管を1.5度だけ傾けて400mm厚を切断したものです。わずか1.5度(時計の目盛りの4分の1)の傾きでも、400mm厚だと上面と下面でこのように10mm以上のズレ(倒れ)になります。普段はここが数mmに収まるように切断します。 極厚溶断の倒れのイメージ 下の表は中村機材の溶断品の、板厚ごとの溶断面の倒れ精度の目安の一覧です。例えば、300mm厚であれば、倒れの精度は2.5mm以内が目安ということです。弊社の溶断製品の95%以上のものがこの一覧表の精度に収まっています。 炎の吹出し口の角度が一定であれば、溶断面の倒れは下図のCのように内側に入るときとC’のように下面で外に広がるときがあります。 溶断品の寸法要素 削りしろの目安 極厚溶断品の場合、機械加工で削って寸法を整えて使用されることが多く、そのため削る面には必要な削りしろ(肉)を付けた寸法で溶断します。前頁の通り、板厚に応じた寸法誤差が生じるので、溶断業者ごとに自社の溶断精度を踏まえた削りしろの目安があります。中村機材の目安は下の表の通りです。形状によっては条件が変わるのでご確認ください。なお、板厚精度についてはJIS公差となります。 その他の品質要素 切断面の平滑度とノッチ 炎の調整によって、凹凸のない滑らかな面で切断します。ただし、切断時の熱影響によるわずかな動きなどでノッチや吹き返しと呼ばれるキズが切断面や下面に入ることがあり、キズについては基本的には溶接肉盛りで丁寧に補修して出荷致します。 下面の溶断スケール除去 切断時に溶岩のように液化した酸化鉄が冷えて固まって下面のふちに付着するので、仕上げ作業でしっかりと除去します。 切断の出入りのヘソ 製品の切断の出入り部分にはヘソと呼ぶ出っ張りが付きます。切断下部の遅れがあるため、ヘソが小さすぎれば下部でキズが入ります。使用上問題がないと思われる最低限のヘソになるよう調整して切断します。特に板厚が厚いものや目立つものはヘソにサンダーを掛けて仕上げます。 打痕やサビ 厚板、極厚板については、流通段階で多少の扱いキズがつくことがめずらしくありません。水をかけて冷却しながら切断することや、製鋼メーカーで板厚面を削って整えて出荷するときに黒皮が除去されて錆びやすくなることもあります。そのため、ある程度のサビや扱いキズについては一般的には許容されます。 上ノロ(上面のふちのブツブツ) 吹出し口の高さが適切でないと、上面のエッジに粒のような形状が現れます。上ノロ(ウワノロ)とも言います。切断時に防ぎつつ、特に板厚が厚いものや上ノロが目立つものについてはエッジにサンダーを掛けて仕上げます。 下部の遅れ 炎が下部では遅れてついてくるので、急なコーナーでは物理的に上面とのズレが大きくなります。適切に火力を調整して、できるだけバランスよく切断します。 内カドのR 例えば300mm厚などであれば直径7mmほどの火柱で切断するため、物理的に内カドにはある程度のRが付きます。コーナーを急に曲がるほど下部でキズが付きやすくなるので、例として300mm厚であればR8程度のRを付けて切断することが必要になります。 下部の痩せ 例えば300mm厚でリング幅が40mmしかないような極端に幅の細いリングなどは、下部だけが強く燃焼しやすいために上部や中間部に比べてやせる場合があります。そのために削りしろが不十分になりそうな箇所は、数ミリ太めに補正して切断することがあります。 ダウンロード用A4資料 A4サイズ2ページの資料をダウンロードできるようにいたしました。 極厚溶断品の手配に必要な知識 (PDF 483KB)

03
豊富な在庫と充実の設備力
浦安鉄鋼団地に2拠点を展開する中村機材。本社工場は大型・幅広の
重トレーラーによる搬入出、天井走行クレーンにより最大30トンの吊上げが可能。
また、極厚鋼板在庫は多種多様に取り揃え、SS400材に関しては
最大サイズは550mm、中間サイズは135mmまでは5mmピッチで、
それ以上のサイズ(155mmや165mm)もご用意しています。
その他鋼種の極厚鋼板も含め、お客様の幅広いご要望にお応えしています。
新着情報 News
- 2025/7/9~7/11 機械要素技術展@幕張メッセ 出展
- 地上波のテレビに中村機材が初登場しました
- 地上波のTV番組に中村機材が登場します。
- お役立ち資料集を更新しました
- Instagramアカウントを開設しました

