
事例 Case
2018年5月31日 機械加工済みプレートへの角穴切断
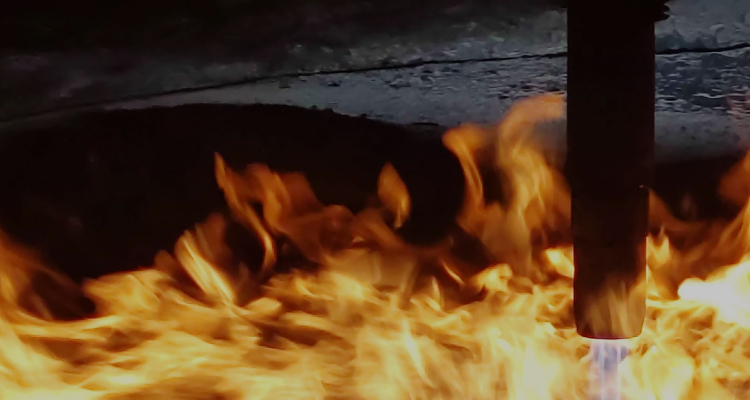
170mm厚 全加工した製品に角穴を追加加工するための下穴として溶断で穴加工を行いました。断面が2段になっているところもありましたが、だいたい2mm以内の精度で切断完了しました。加工済み面の保護がそれなりになることや、面の荒れが出る可能性も含めて仕様を打ち合わせられれば、このような下穴加工で機械加工コストを低減できます。






170mm厚 全加工した製品に角穴を追加加工するための下穴として溶断で穴加工を行いました。断面が2段になっているところもありましたが、だいたい2mm以内の精度で切断完了しました。加工済み面の保護がそれなりになることや、面の荒れが出る可能性も含めて仕様を打ち合わせられれば、このような下穴加工で機械加工コストを低減できます。