

得意分野 Our Fields
極厚精密溶断 Thick Plate Precision Cutting
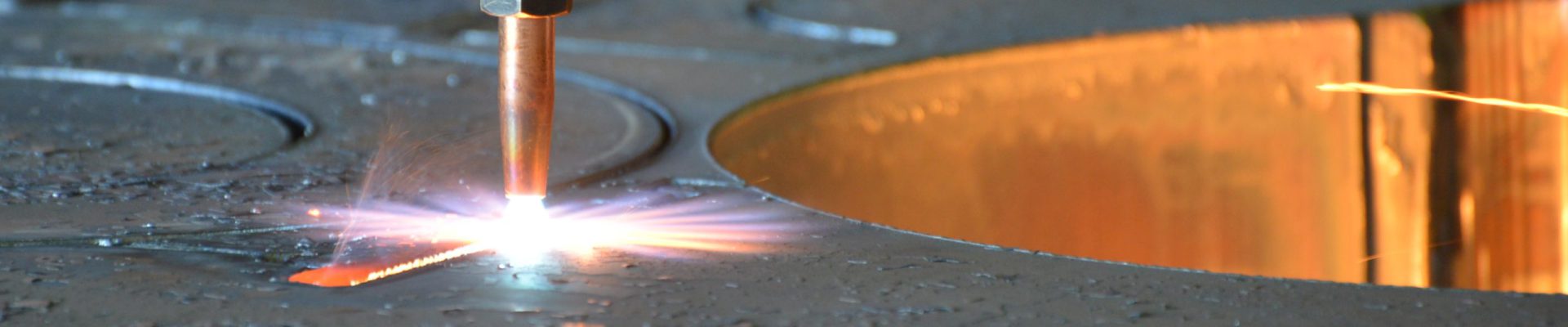
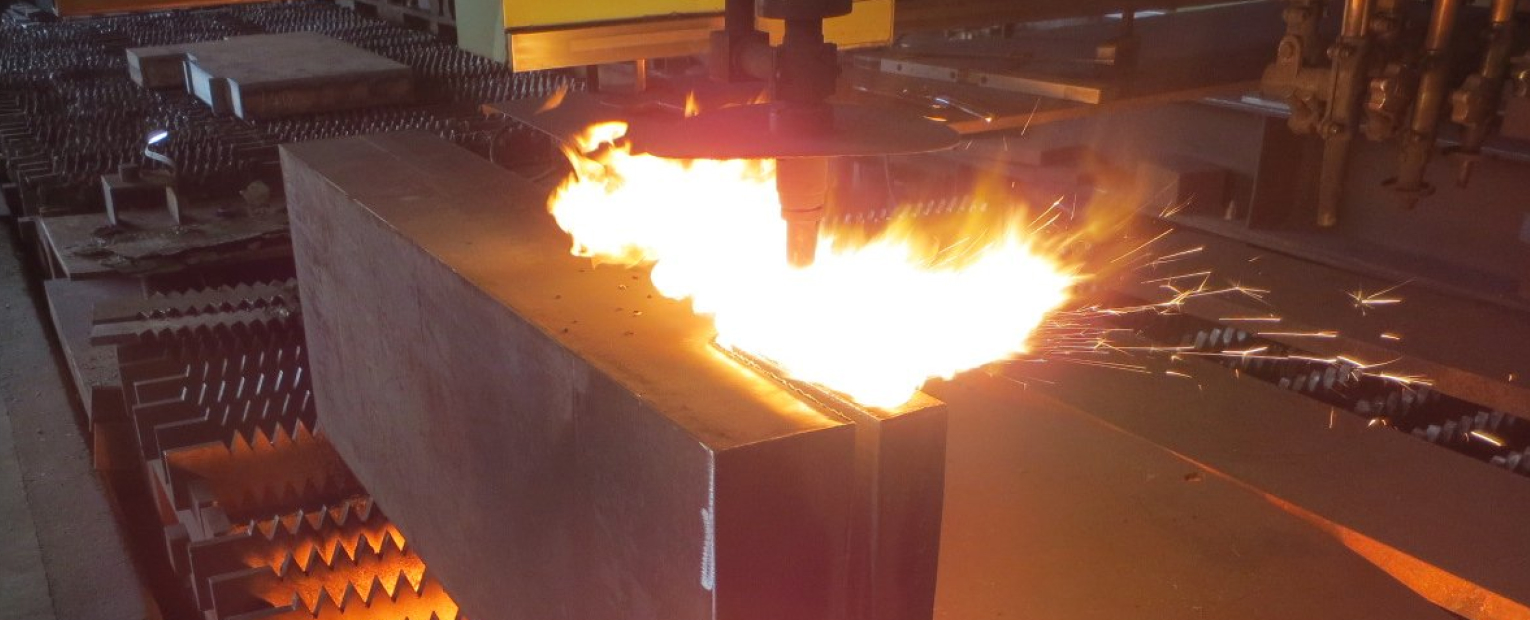
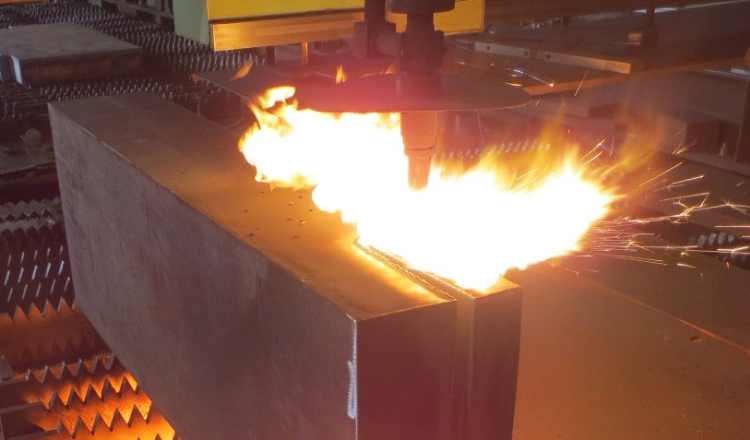
高圧の炎と酸素を操り板厚100mmから400mmを超えるような鋼板を精密に切断して、ご注文通りの形状を切り出します。 大型機械の部品やプラント、エネルギー関連、その他いろいろな用途に使用されています。中村機材が得意とする分野のひとつです。

寸法精度はもちろんのこと、できるだけ垂直に平滑な面で切断することが重要です。 板から切り出した溶断品を立てたり角度を変えて再度切断して目的の形を作り出す、立体切断にも対応しています。 通常の溶断では作れないような形状を実現したり、コストのかかりがちな切削工程の負担を大幅に軽減します。
超極厚溶断 応用技術 鍛造品の切断や、切断した板の向きを変えた厚い部分の切断など、板厚600mm、800mmといった超極厚の溶断にも対応しております。切削仕上げの箇所には充分な余肉が必要ですが、形状によっては大きなコストダウンや加工納期短縮などのメリットが得られます。
極厚精密溶断事例 Cases
-
290mm厚 細い台形
 幅の狭い部分のある、三角形のような台形形状です。先端部がきれいに出るように、かつ切断面を平滑に切断します。板厚より狭い形状 極厚溶断 高精度
幅の狭い部分のある、三角形のような台形形状です。先端部がきれいに出るように、かつ切断面を平滑に切断します。板厚より狭い形状 極厚溶断 高精度 -
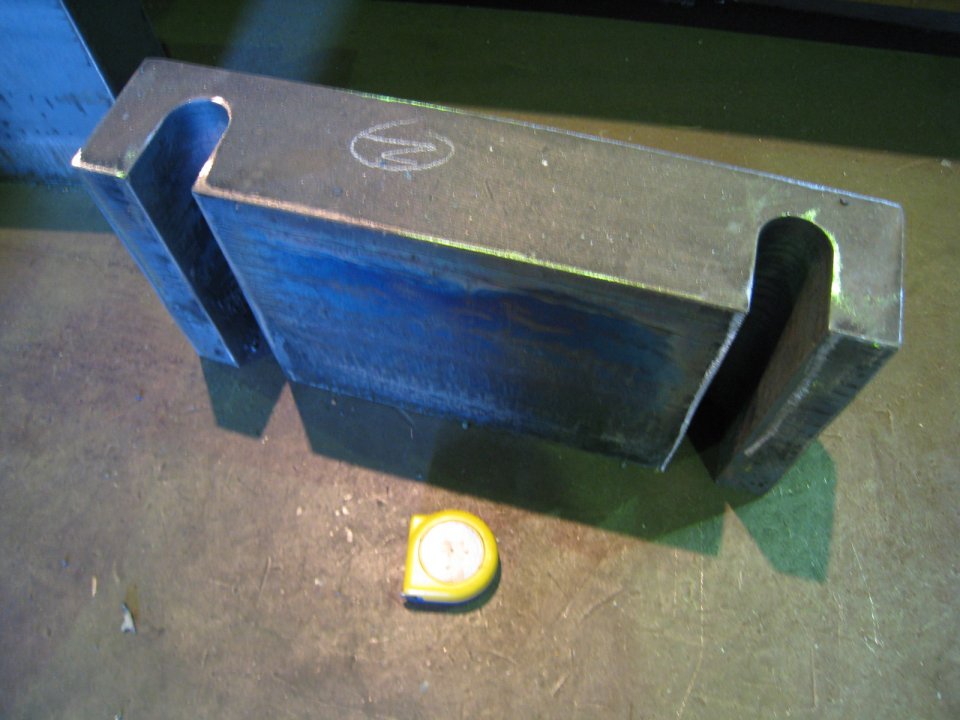
150mm厚 9mm幅のU字形状の溶断
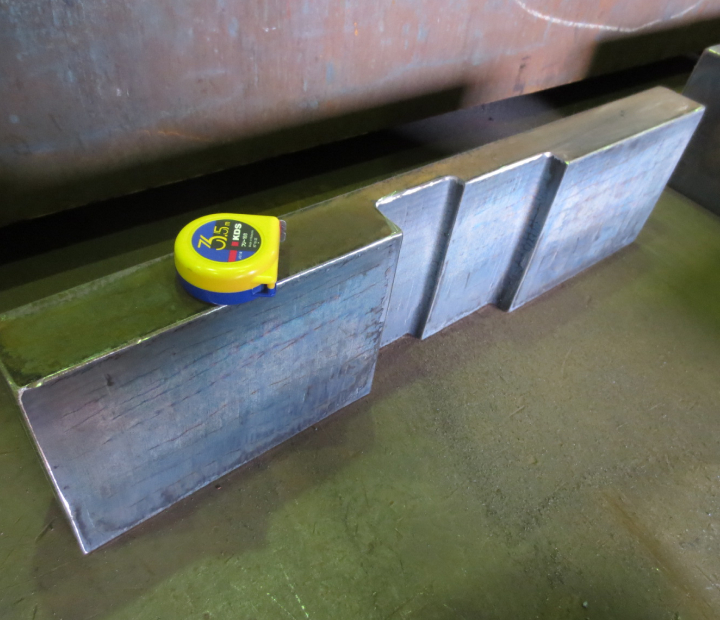
 9mmの板を曲げるのではなく、150mm厚の板から9mm幅のU字形状を精密溶断で切り出したものです。2mmくらいの精度で切れています。倒れや切断面も良好です。 下記のような曲げ加工では不可能な形状を、溶断であれば製作可能な場合があります。 ・つかみしろが確保できない、端部の曲げ ・Rの異なる曲げ部が連続する形状 ・肉厚が部位によって異なる形状 曲げ加工が可能であればそのほうが安いことが多いですが、精密溶断という技術を知っていると、試作品製作など曲げで製作が困難なときに切削加工以外の選択肢となります。1個からでも大丈夫です。板厚より狭い形状 極厚溶断 精密溶断 高精度 高難度形状
9mmの板を曲げるのではなく、150mm厚の板から9mm幅のU字形状を精密溶断で切り出したものです。2mmくらいの精度で切れています。倒れや切断面も良好です。 下記のような曲げ加工では不可能な形状を、溶断であれば製作可能な場合があります。 ・つかみしろが確保できない、端部の曲げ ・Rの異なる曲げ部が連続する形状 ・肉厚が部位によって異なる形状 曲げ加工が可能であればそのほうが安いことが多いですが、精密溶断という技術を知っていると、試作品製作など曲げで製作が困難なときに切削加工以外の選択肢となります。1個からでも大丈夫です。板厚より狭い形状 極厚溶断 精密溶断 高精度 高難度形状 -
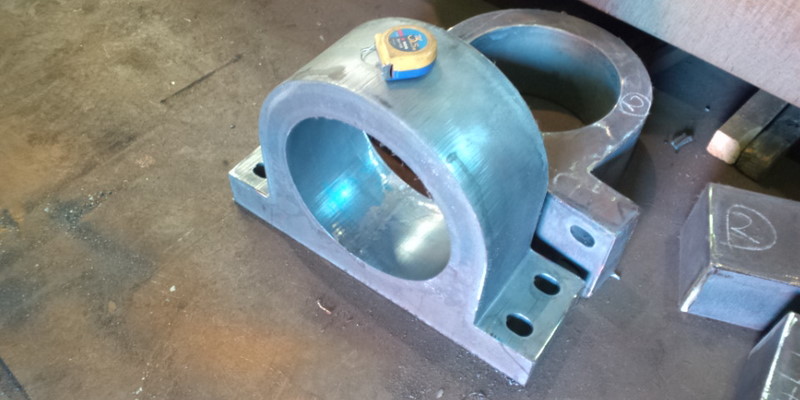
220mmカウンタウエイト製作
 220mm厚のSS400材から溶断した本体に、開先を取った吊りピースを2個溶接したカウンタウエイトの製作事例です。 本体は切断面の倒れと平滑度に注意して溶断します。本体の厚みがあり、重量も重いですが、こういった吊りピースの溶接にも対応いたします。ウエイト製作 極厚溶断 製缶
220mm厚のSS400材から溶断した本体に、開先を取った吊りピースを2個溶接したカウンタウエイトの製作事例です。 本体は切断面の倒れと平滑度に注意して溶断します。本体の厚みがあり、重量も重いですが、こういった吊りピースの溶接にも対応いたします。ウエイト製作 極厚溶断 製缶 -
2024年6月 機械要素技術展 江戸川区共同出展ブース
 ブースの様子や、展示品の紹介です。極厚溶断 超極厚溶断
ブースの様子や、展示品の紹介です。極厚溶断 超極厚溶断 -
超極厚立体溶断オブジェ
 2024年6月の機械要素技術展のために製作した立体溶断オブジェです。 40mm厚から280mm厚までの鋼板から炎で切り出したパーツを組み合わせたオブジェで、中村機材の極厚精密溶断の切断ノウハウが詰まっています。頭部や胴体部の複雑な立体切断や、40mm厚の支柱の滑らかな切断面がポイントです。 江戸川区の共同出展ブースに参加したので、頭部のデザインは江戸川区のロゴマークを取り入れたイメージにしてみました。 表面処理は、溶断した面にショットブラストを当てて、クリアラッカーを吹いています。タップ加工 小穴 板厚より狭い形状 極厚溶断 溶接 異形穴 立体切断 高難度形状
2024年6月の機械要素技術展のために製作した立体溶断オブジェです。 40mm厚から280mm厚までの鋼板から炎で切り出したパーツを組み合わせたオブジェで、中村機材の極厚精密溶断の切断ノウハウが詰まっています。頭部や胴体部の複雑な立体切断や、40mm厚の支柱の滑らかな切断面がポイントです。 江戸川区の共同出展ブースに参加したので、頭部のデザインは江戸川区のロゴマークを取り入れたイメージにしてみました。 表面処理は、溶断した面にショットブラストを当てて、クリアラッカーを吹いています。タップ加工 小穴 板厚より狭い形状 極厚溶断 溶接 異形穴 立体切断 高難度形状 -
溶断オブジェ「チーバくん」
 2024/4/20〜7/15まで、千葉県立現代産業科学館で中村機材の溶断技術を特別展として紹介していただきました。メインの展示品、「チーバくん」の溶断オブジェです。 曲げや削り出しではなく、75mm厚のSM490Aの鉄板からガスの炎で細いフレーム状に切り出しました。狭いところは2mm未満の幅です。舌のところの穴も極小サイズです。 期間中、科学館にはなんと37000人の来場があったそうで、はたしてそのうちの何名の人が見てくれたかはわかりませんが、多くの人に極厚精密溶断を知っていただけたらうれしいです。小穴 板厚より狭い形状 極厚溶断 複雑形状 高精度
2024/4/20〜7/15まで、千葉県立現代産業科学館で中村機材の溶断技術を特別展として紹介していただきました。メインの展示品、「チーバくん」の溶断オブジェです。 曲げや削り出しではなく、75mm厚のSM490Aの鉄板からガスの炎で細いフレーム状に切り出しました。狭いところは2mm未満の幅です。舌のところの穴も極小サイズです。 期間中、科学館にはなんと37000人の来場があったそうで、はたしてそのうちの何名の人が見てくれたかはわかりませんが、多くの人に極厚精密溶断を知っていただけたらうれしいです。小穴 板厚より狭い形状 極厚溶断 複雑形状 高精度 -
長尺品にキリ穴加工
 50mm厚で長さが7メートル以上の長尺の溶断品にΦ20のキリ穴を加工しました。一般的なキリ穴であれば、横持ちの必要なく自社で穴加工対応いたします。極厚溶断 機械加工 細長い形状
50mm厚で長さが7メートル以上の長尺の溶断品にΦ20のキリ穴を加工しました。一般的なキリ穴であれば、横持ちの必要なく自社で穴加工対応いたします。極厚溶断 機械加工 細長い形状 -
160mm立体溶断
 切り欠き部分を立体溶断しました。火を入れるところにキズが入らないように切断します。極厚溶断 立体切断 高難度形状
切り欠き部分を立体溶断しました。火を入れるところにキズが入らないように切断します。極厚溶断 立体切断 高難度形状 -
100mm厚 長尺溶断品
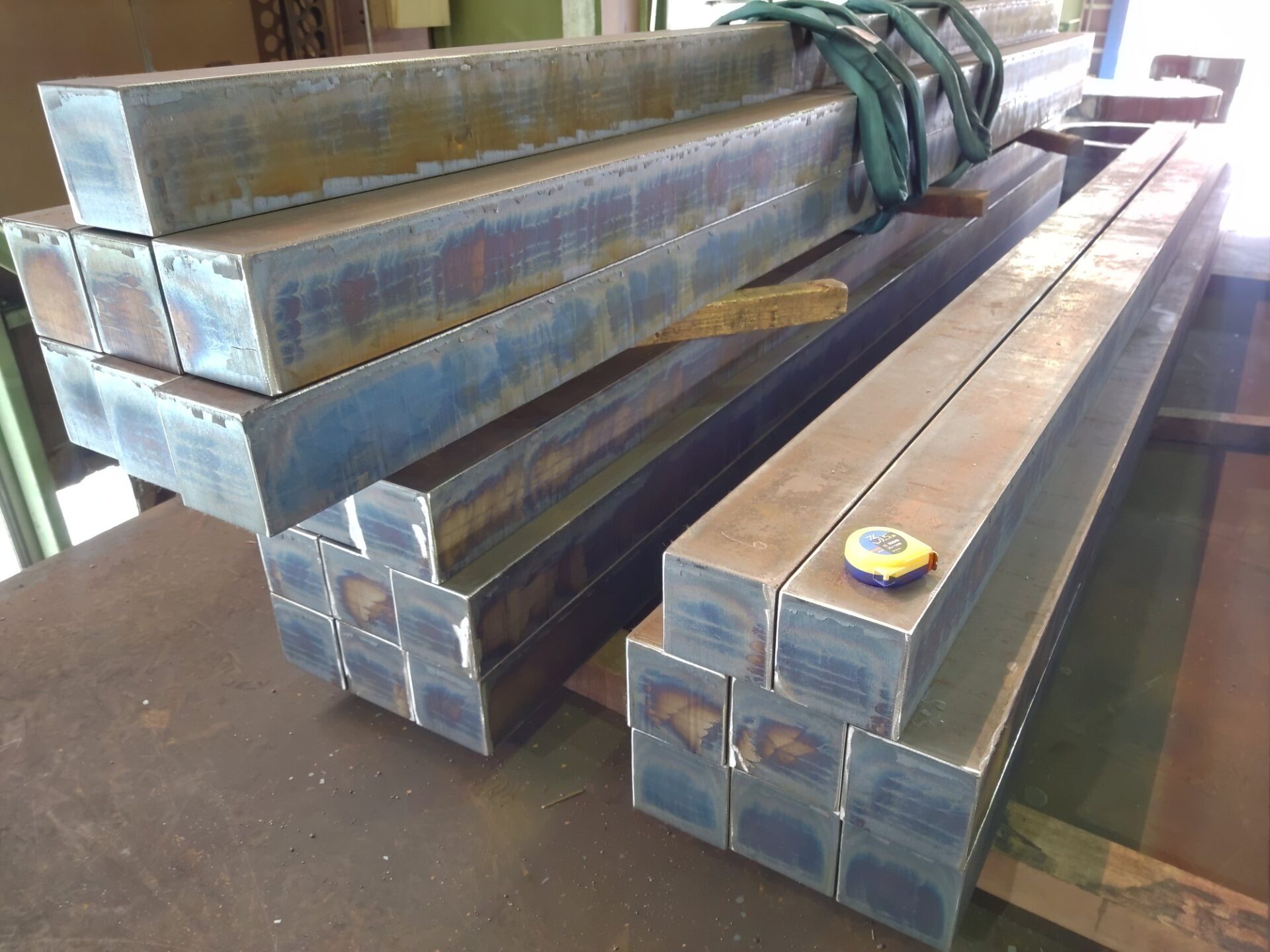 真直度、切断面ともに良好です。角鋼の代替品です。極厚溶断 細長い形状 高精度
真直度、切断面ともに良好です。角鋼の代替品です。極厚溶断 細長い形状 高精度 -
板厚に対してかなり小さな異形穴のある型切り
 あけられる限界に近い大きさの小穴です。小穴 極厚溶断 異形穴 高難度形状
あけられる限界に近い大きさの小穴です。小穴 極厚溶断 異形穴 高難度形状 -
極厚の立体切り
 230mm厚からの立体切断です。極厚溶断 立体切断
230mm厚からの立体切断です。極厚溶断 立体切断 -
型切りにR開先
 直線開先とR開先がある形状です。R開先 極厚溶断 開先切断 高難度形状
直線開先とR開先がある形状です。R開先 極厚溶断 開先切断 高難度形状 -
ギア形状の精密溶断
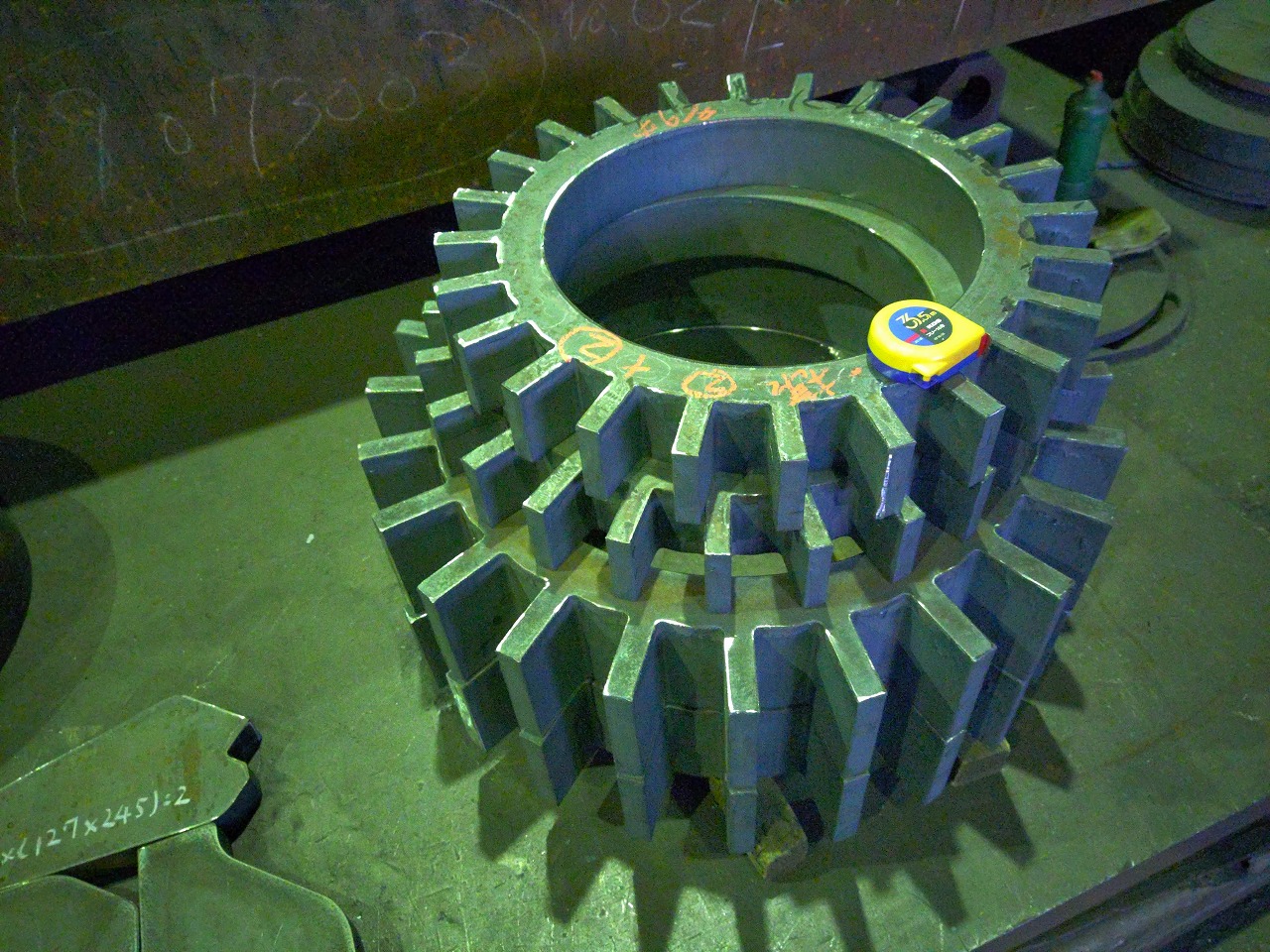 板厚より狭い形状 極厚溶断 高精度 高難度形状
板厚より狭い形状 極厚溶断 高精度 高難度形状 -
120mm厚の極小幅の溶断リング
 このような極小幅のリング溶断においては、切断工程、切断方法、切断条件など、いろいろな要素を工夫することで高精度を実現します。中村機材が得意とする技術のひとつです。リング切断 極厚溶断 高精度 高難度形状
このような極小幅のリング溶断においては、切断工程、切断方法、切断条件など、いろいろな要素を工夫することで高精度を実現します。中村機材が得意とする技術のひとつです。リング切断 極厚溶断 高精度 高難度形状 -
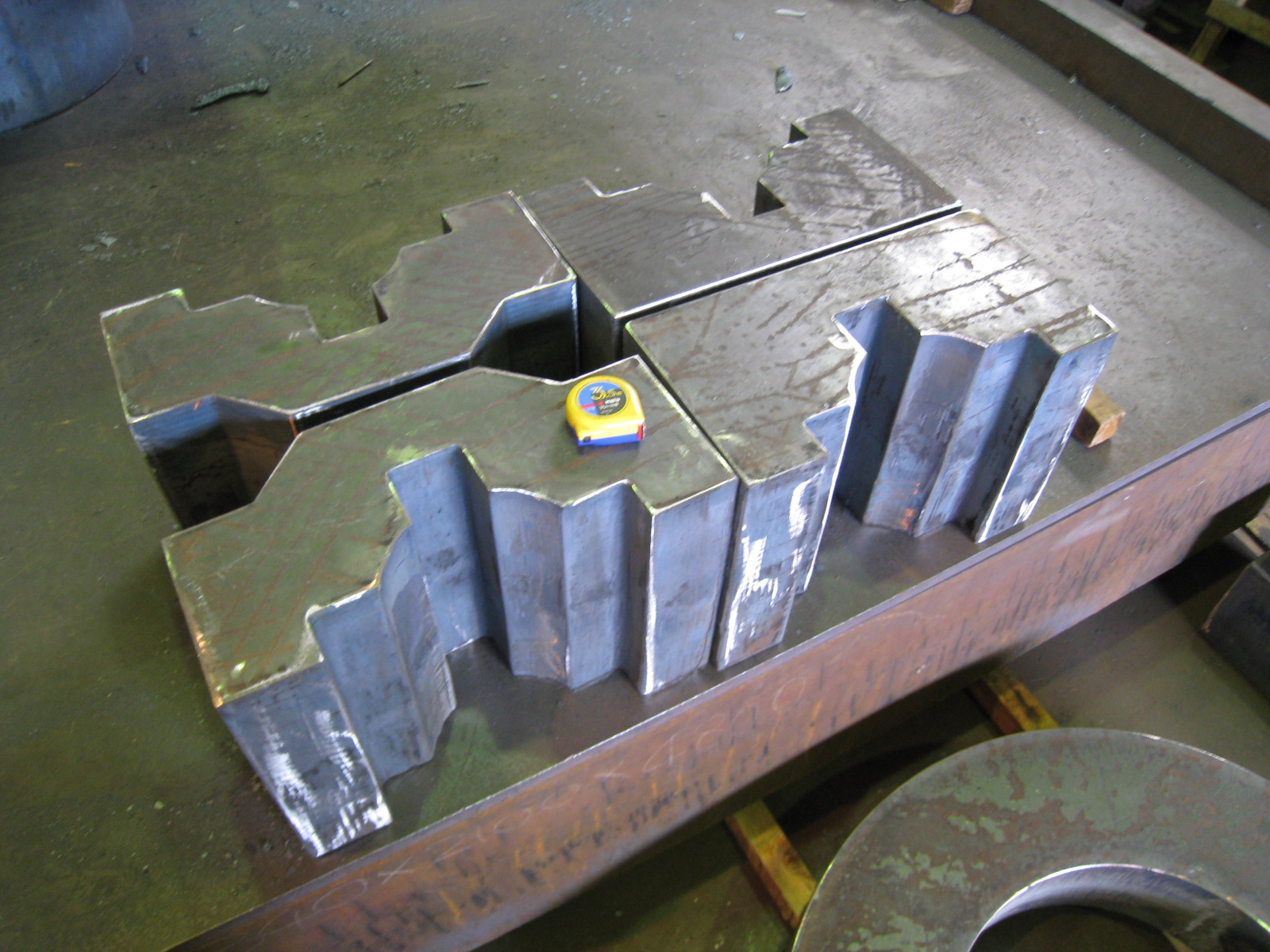
たくさんの変形穴のある大型の極厚溶断品
 100箇所の変形穴がある150mm厚の大きな溶断品です。金額も大きいので細心の注意を払って製作しました。高精度で切断できました。大型製品 小穴 板厚より狭い形状 極厚溶断 穴の多い形状 高精度 高難度形状
100箇所の変形穴がある150mm厚の大きな溶断品です。金額も大きいので細心の注意を払って製作しました。高精度で切断できました。大型製品 小穴 板厚より狭い形状 極厚溶断 穴の多い形状 高精度 高難度形状 -
コの字の立体切り
 コの字形状に溶断したものに対して、二次切りでコの字の溝を溶断しました。極厚溶断 立体切断
コの字形状に溶断したものに対して、二次切りでコの字の溝を溶断しました。極厚溶断 立体切断 -
「普通なら機械加工が必要な形状を立体切断してもらえたので加工費がかなり抑えられました(千葉県 / 機械加工業者)」
 180mm厚 立体切断してから、熱処理(焼鈍)をしました。この形状を四角から削り出すのは大変なので、溶断加工でこの形状まで持っていくことで、加工の省力化が図れます。お役立ち事例 極厚溶断 立体切断
180mm厚 立体切断してから、熱処理(焼鈍)をしました。この形状を四角から削り出すのは大変なので、溶断加工でこの形状まで持っていくことで、加工の省力化が図れます。お役立ち事例 極厚溶断 立体切断 -
2019年8月1日 極厚半リングにR開先
 210mm厚 変形しやすい形状の極厚溶断にR開先を取りました。弊社の得意とする加工要素の製品です。R開先 半リング形状 極厚溶断
210mm厚 変形しやすい形状の極厚溶断にR開先を取りました。弊社の得意とする加工要素の製品です。R開先 半リング形状 極厚溶断 -
2019年2月15日 極厚の細い形状の切断
 240mm厚 極厚で細い形状ですが、下部まできれいに切断できています。変形も最小に収めました。板厚より狭い形状 極厚溶断 高難度形状
240mm厚 極厚で細い形状ですが、下部まできれいに切断できています。変形も最小に収めました。板厚より狭い形状 極厚溶断 高難度形状 -
2017年11月9日 極厚幅広の曲げ加工品
 130mm厚 幅が500mmを超えるサイズの極厚曲げ加工品です。このようなサイズを曲げ加工できる業者さんは数少ないです。連携することで極厚溶断から曲げまでの一貫制作を行います。半リング形状 曲げ加工品 極厚溶断
130mm厚 幅が500mmを超えるサイズの極厚曲げ加工品です。このようなサイズを曲げ加工できる業者さんは数少ないです。連携することで極厚溶断から曲げまでの一貫制作を行います。半リング形状 曲げ加工品 極厚溶断 -
2017年11月1日 厚板の曲げ加工品
 130mm厚 細長い寸法切りを曲げた加工品です。寸法切りの時点でできるだけキャンバーがでないように切ると、曲げ加工の精度がでやすくなります。半リング形状 曲げ加工品 極厚溶断 高難度形状
130mm厚 細長い寸法切りを曲げた加工品です。寸法切りの時点でできるだけキャンバーがでないように切ると、曲げ加工の精度がでやすくなります。半リング形状 曲げ加工品 極厚溶断 高難度形状 -
「極厚溶断、丸棒の溶接、表面処理、重量計測、重量刻印まで全て対応してもらえました(東京都 / 設備業)」
 190mm厚でウエイト製作。形状の溶断、丸棒の溶接、ショットブラスト処理、ジンクプライマー塗布、重量計測、重量刻印までの一貫製作の1トンウエイトです。溶断精度を保つことで、最大10kg前後の重量誤差で収めています。ウエイト製作 お役立ち事例 極厚溶断 表面処理 製缶 高精度
190mm厚でウエイト製作。形状の溶断、丸棒の溶接、ショットブラスト処理、ジンクプライマー塗布、重量計測、重量刻印までの一貫製作の1トンウエイトです。溶断精度を保つことで、最大10kg前後の重量誤差で収めています。ウエイト製作 お役立ち事例 極厚溶断 表面処理 製缶 高精度 -
2017年6月22日 複雑な開先
 200mm厚 形状の複雑な大きな開先までの溶断品です。極厚溶断 立体切断 複雑形状 開先切断
200mm厚 形状の複雑な大きな開先までの溶断品です。極厚溶断 立体切断 複雑形状 開先切断 -
2017年5月1日 複雑な二次切断
 180mm厚 難易度の高い二次切断品です。極厚溶断 立体切断 複雑形状
180mm厚 難易度の高い二次切断品です。極厚溶断 立体切断 複雑形状 -
2017年5月1日 型切りに二次溶断
 140mm厚 型切りのサイドに開先のような二次切断をしたものです。一次切断の面と位置が合うように溶断しています。極厚溶断 立体切断 開先切断 高難度形状
140mm厚 型切りのサイドに開先のような二次切断をしたものです。一次切断の面と位置が合うように溶断しています。極厚溶断 立体切断 開先切断 高難度形状 -
2016年7月1日 大型の丸切りに機械加工
 240mm厚 約φ1500の丸切りに溶断で穴をあけたものを素材として、全面機械加工をした製品です。重量物を扱える加工屋さんと連携して、こういったものの対応も可能です。大型製品 極厚溶断 機械加工
240mm厚 約φ1500の丸切りに溶断で穴をあけたものを素材として、全面機械加工をした製品です。重量物を扱える加工屋さんと連携して、こういったものの対応も可能です。大型製品 極厚溶断 機械加工 -
2016年6月28日 立体切り
 230mm厚 型切りに対して、Cカットと穴をあけた型切りの例です。三次切断以上 極厚溶断 立体切断
230mm厚 型切りに対して、Cカットと穴をあけた型切りの例です。三次切断以上 極厚溶断 立体切断 -
2015年9月28日 巾の細い箇所のある型切り
 170mm厚板厚より狭い形状 極厚溶断 異形穴
170mm厚板厚より狭い形状 極厚溶断 異形穴 -
2015年8月24日 リング切断に溶断開先
 250mm厚R開先 リング切断 極厚溶断
250mm厚R開先 リング切断 極厚溶断 -
2015年3月5日 開先・穴ありの溶断品
 370mm厚 他極厚溶断 超極厚溶断
370mm厚 他極厚溶断 超極厚溶断 -
2013年2月9日 9面体
 250㎜厚三次切断以上 極厚溶断 立体切断 複雑形状 高難度形状
250㎜厚三次切断以上 極厚溶断 立体切断 複雑形状 高難度形状 -
2013年2月9日 8面体
 150㎜厚三次切断以上 先端形状 極厚溶断 立体切断 複雑形状 高難度形状
150㎜厚三次切断以上 先端形状 極厚溶断 立体切断 複雑形状 高難度形状 -
「スリット幅の狭い形状でも精度良く溶断してもらえました(千葉県/機械加工業)」
 230㎜厚。スリット巾のせまい型切りです。お役立ち事例 極厚溶断 高難度形状
230㎜厚。スリット巾のせまい型切りです。お役立ち事例 極厚溶断 高難度形状 -
2012年12月12日 極厚型切り+二次切断(穴2か所)
 240㎜小穴 極厚溶断 立体切断 高難度形状
240㎜小穴 極厚溶断 立体切断 高難度形状 -
2012年10月25日 細長い型切り
 100㎜ 幅50㎜、長さ約1300㎜の細長い型切りをほとんど曲がらずに精度よく切断しております。板厚より狭い形状 極厚溶断 高精度 高難度形状
100㎜ 幅50㎜、長さ約1300㎜の細長い型切りをほとんど曲がらずに精度よく切断しております。板厚より狭い形状 極厚溶断 高精度 高難度形状 -
2012年10月19日 極厚鋼板型切り+多数の穴あけ
 190㎜厚小穴 極厚溶断
190㎜厚小穴 極厚溶断 -
2012年10月17日 極厚鋼板 + 多数の穴加工
 130㎜小穴 極厚溶断
130㎜小穴 極厚溶断 -
2012年9月21日 スリット巾のせまい型切り
 160㎜スリット切断 極厚溶断
160㎜スリット切断 極厚溶断 -
2012年9月21日 スリット巾のせまい型切り
 170㎜スリット切断 極厚溶断
170㎜スリット切断 極厚溶断 -
2012年7月19日 二次切断(板厚不均等部分の穴あけ)
 270㎜極厚溶断 立体切断
270㎜極厚溶断 立体切断 -
2012年7月19日 極厚鋼板型切り+多数の穴あけ
 130㎜小穴 極厚溶断
130㎜小穴 極厚溶断 -
「115㎜厚に45Φの丸穴と幅45㎜の長穴をガス溶断してもらえました(東京都/鉄鋼業)」
 115㎜に、45φの穴と幅45㎜の長穴をガス溶断しました。かなり小さい穴ですが、きれいに切れています。お役立ち事例 小穴 極厚溶断 異形穴 高難度形状
115㎜に、45φの穴と幅45㎜の長穴をガス溶断しました。かなり小さい穴ですが、きれいに切れています。お役立ち事例 小穴 極厚溶断 異形穴 高難度形状 -
2012年6月15日 かなり小さな変形穴のガス溶断
 135㎜小穴 極厚溶断 異形穴 高難度形状
135㎜小穴 極厚溶断 異形穴 高難度形状 -
2012年5月1日 二次切断
 180㎜極厚溶断 立体切断 高難度形状
180㎜極厚溶断 立体切断 高難度形状 -
2012年4月11日 先端の細い型切り
 210㎜先端形状 極厚溶断 高難度形状
210㎜先端形状 極厚溶断 高難度形状 -
2012年4月11日 スリット巾のせまい型切り
 220㎜スリット切断 極厚溶断 高難度形状
220㎜スリット切断 極厚溶断 高難度形状 -
2012年2月28日 二次切断
 100㎜極厚溶断 立体切断
100㎜極厚溶断 立体切断 -
2012年1月27日 大きい開先加工
 240㎜ 240tに対してルートフェイス2~4mmくらいの開先を取りました。極厚溶断 開先切断 高精度
240㎜ 240tに対してルートフェイス2~4mmくらいの開先を取りました。極厚溶断 開先切断 高精度 -
2012年1月26日 中抜きが小さなリング
 190㎜小穴 極厚溶断
190㎜小穴 極厚溶断 -
2012年1月6日 二次切断
 210㎜極厚溶断 立体切断
210㎜極厚溶断 立体切断 -
2011年12月26日 二次切断
 200㎜極厚溶断 立体切断 高精度
200㎜極厚溶断 立体切断 高精度 -
2011年11月16日 細長いアーチ状の型切り
 230㎜極厚溶断 高精度
230㎜極厚溶断 高精度 -
2011年11月16日 型切り+開先加工
 220㎜極厚溶断 開先切断
220㎜極厚溶断 開先切断 -
2011年10月25日 型切りと大きい開先加工
 150㎜極厚溶断 異形穴 開先切断
150㎜極厚溶断 異形穴 開先切断 -
2011年10月17日 板厚より小さい型切り+開先
 220㎜板厚より狭い形状 極厚溶断 開先切断
220㎜板厚より狭い形状 極厚溶断 開先切断 -
2011年10月12日 板厚より小さい型切り(くさび形)
 160㎜先端形状 極厚溶断
160㎜先端形状 極厚溶断 -
2011年10月12日 スリット巾のせまい型切り
 140㎜スリット切断 極厚溶断 高精度 高難度形状
140㎜スリット切断 極厚溶断 高精度 高難度形状 -
2011年10月3日 板厚より小さい型切り
 170㎜小穴 板厚より狭い形状 極厚溶断
170㎜小穴 板厚より狭い形状 極厚溶断 -
2011年9月8日 二次切断
 160㎜極厚溶断 立体切断
160㎜極厚溶断 立体切断 -
2011年8月25日 型切りと開先加工
 200㎜極厚溶断 開先切断
200㎜極厚溶断 開先切断 -
2011年8月10日 細く小さな型切り
 100㎜板厚より狭い形状 極厚溶断 高難度形状
100㎜板厚より狭い形状 極厚溶断 高難度形状 -
2011年8月9日 二次切断(U溝加工)
 160㎜極厚溶断 立体切断
160㎜極厚溶断 立体切断 -
2011年8月3日 型切りと大きい開先加工
 240㎜極厚溶断 立体切断 開先切断
240㎜極厚溶断 立体切断 開先切断 -
2011年7月26日 二次切断(板厚不均等部分の穴あけ)
 150㎜小穴 極厚溶断 立体切断 高難度形状
150㎜小穴 極厚溶断 立体切断 高難度形状 -
2011年7月13日 かなり小さな角穴溶断
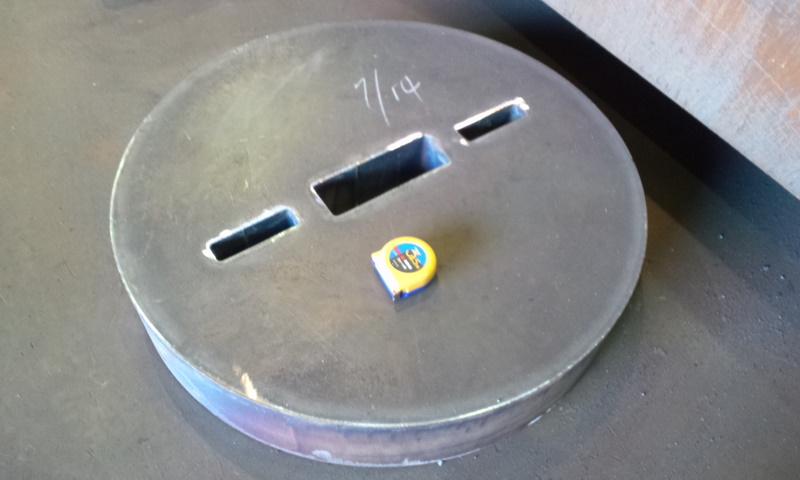 100mm小穴 極厚溶断 異形穴 高難度形状
100mm小穴 極厚溶断 異形穴 高難度形状 -
2011年7月12日 リング切断+機械加工
 120mmタップ加工 極厚溶断 機械加工 高精度
120mmタップ加工 極厚溶断 機械加工 高精度 -
2011年6月22日 二次切断(小サイズの穴あけ)
 130㎜極厚溶断 異形穴 立体切断
130㎜極厚溶断 異形穴 立体切断 -
2011年6月22日 極厚の型切りで尖がり形状を維持
 200㎜先端形状 極厚溶断 高難度形状
200㎜先端形状 極厚溶断 高難度形状 -
「他社に断られてしまったが、中村機材では210mm厚に45Φの溶断穴をあけてもらえた。(東京都/機械加工業)」
 210mm厚で中抜き径45Φのリングです。この板厚だと、このくらいが溶断可能な最小径です。お役立ち事例 リング切断 小穴 極厚溶断 高難度形状
210mm厚で中抜き径45Φのリングです。この板厚だと、このくらいが溶断可能な最小径です。お役立ち事例 リング切断 小穴 極厚溶断 高難度形状 -
2011年3月3日 肉厚の薄い変形リング
 220mm極厚溶断 高精度
220mm極厚溶断 高精度 -
2011年2月18日 二次切断(斜めカット)
 220mm極厚溶断 立体切断
220mm極厚溶断 立体切断 -
2011年1月7日 極厚型切り+多数の穴あけ
 135mm 型切り+多数の穴あけ。70φ前後の何種類かのキリ穴を、計70ヶ所くらいに明けました。穴のサイズや数に応じて、溶断穴かキリ穴か、適する方法で加工して出荷します。小穴 極厚溶断 穴の多い形状
135mm 型切り+多数の穴あけ。70φ前後の何種類かのキリ穴を、計70ヶ所くらいに明けました。穴のサイズや数に応じて、溶断穴かキリ穴か、適する方法で加工して出荷します。小穴 極厚溶断 穴の多い形状 -
2010年7月30日 2次切断(板厚不均等箇所への穴あけ)
 260mm極厚溶断 立体切断 高難度形状
260mm極厚溶断 立体切断 高難度形状 -
2010年7月15日 2次切断(ツライチ狙い)
 140mm極厚溶断 立体切断 高難度形状
140mm極厚溶断 立体切断 高難度形状 -
2010年7月2日 多数の小さな変形穴の溶断
 160mm小穴 極厚溶断 異形穴 穴の多い形状 高難度形状
160mm小穴 極厚溶断 異形穴 穴の多い形状 高難度形状 -
2010年5月18日 3次切断
 180mm三次切断以上 極厚溶断 立体切断 高難度形状
180mm三次切断以上 極厚溶断 立体切断 高難度形状 -
2010年5月14日 型切り(黒皮箇所の多い精密切断)
 270mm極厚溶断 高精度
270mm極厚溶断 高精度 -
2010年5月12日 厚130mm に40巾の長孔
 130mm小穴 極厚溶断 異形穴 高難度形状
130mm小穴 極厚溶断 異形穴 高難度形状 -
「S45C 鍛造品リングを溶断で半分に切断してもらえました。(千葉県/機械加工業)」
 195mm厚、ローリング鍛造のリングの穴があいた形状を、穴を基準に指定位置を決めて両断して、分割リングの形状にしました。お役立ち事例 リング切断 半リング形状 工賃切断 極厚溶断 鍛造品
195mm厚、ローリング鍛造のリングの穴があいた形状を、穴を基準に指定位置を決めて両断して、分割リングの形状にしました。お役立ち事例 リング切断 半リング形状 工賃切断 極厚溶断 鍛造品 -
2010年3月11日 寸法切りにキリ穴とタップの加工
 220mm 寸法切りを切断し、4箇所のボルト通し穴を明け、吊りボルト用のタップを切りました。タップ加工 小穴 極厚溶断 機械加工
220mm 寸法切りを切断し、4箇所のボルト通し穴を明け、吊りボルト用のタップを切りました。タップ加工 小穴 極厚溶断 機械加工 -
2010年2月9日 変形リング
 260mmリング切断 極厚溶断
260mmリング切断 極厚溶断 -
2010年1月22日 複雑な形状の穴の型切り
 190mm 入り組んだ形状の穴の明く型切りです。直角度とエッジを出すように切断します。極厚溶断 異形穴 高精度
190mm 入り組んだ形状の穴の明く型切りです。直角度とエッジを出すように切断します。極厚溶断 異形穴 高精度 -
2010年1月8日 U溝付きのウェイト
 200mm 幅の狭いU溝を切り込んだ形状です。ウエイト製作 板厚より狭い形状 極厚溶断 高難度形状
200mm 幅の狭いU溝を切り込んだ形状です。ウエイト製作 板厚より狭い形状 極厚溶断 高難度形状 -
2009年12月7日 R面から切断する特殊な2次切断
 130mm ・R面から火を入れる・切断中に板厚が変化していく・対象に対して切断角度が垂直でないのでセットが困難 以上の要素を含んだ、比較的難しい切断です。極厚溶断 立体切断 高難度形状
130mm ・R面から火を入れる・切断中に板厚が変化していく・対象に対して切断角度が垂直でないのでセットが困難 以上の要素を含んだ、比較的難しい切断です。極厚溶断 立体切断 高難度形状 -
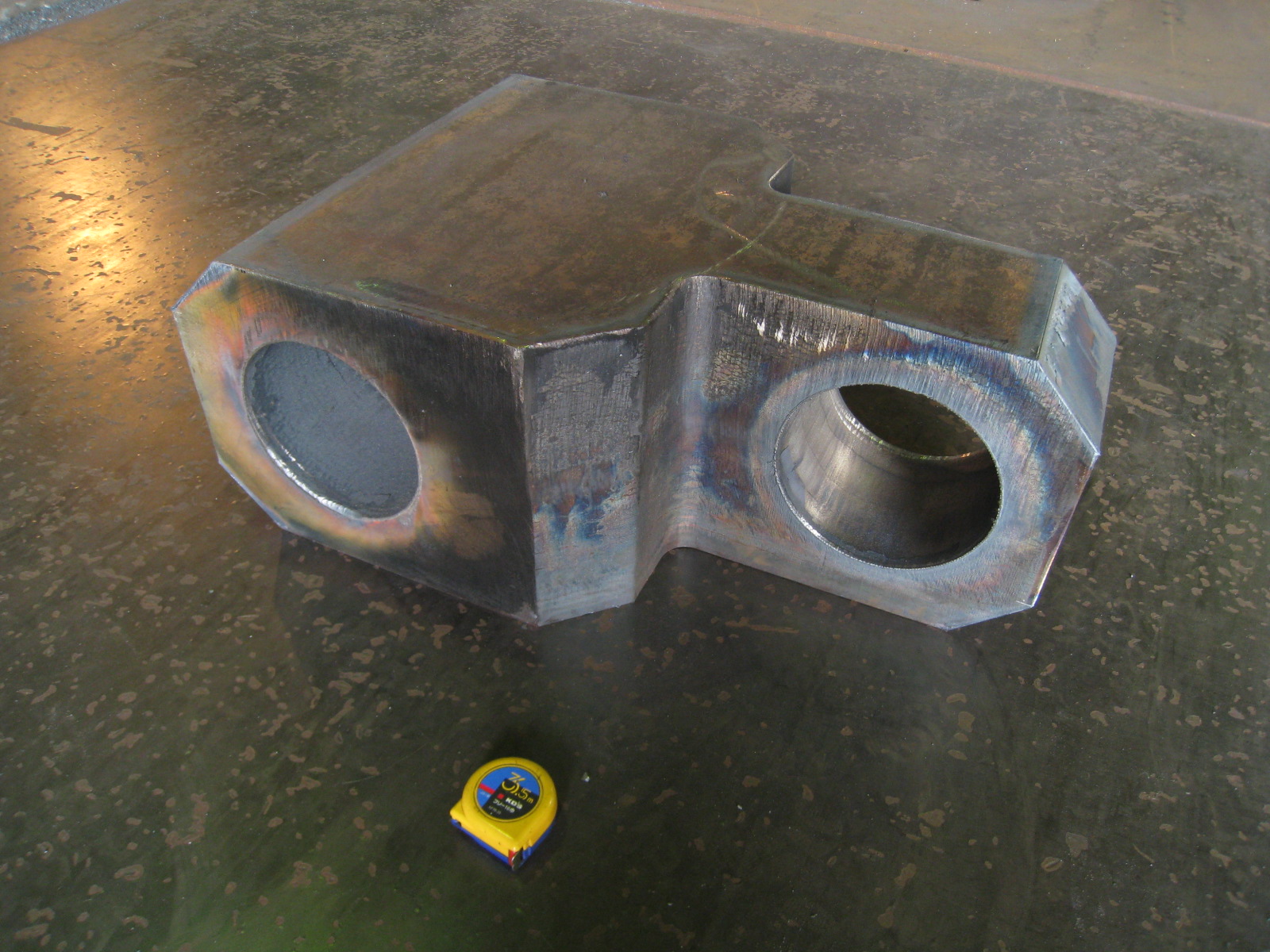
2009年11月2日 変形Uの字切断
 130mm 曲げ加工ではできない形状で、鍛造や鋳物だとコストがかかるため、削りしろをつけた形状を2次切断にて製作しました。内側のU字もそうですが、背面のRもコツが必要な切断です。極厚溶断 立体切断 高難度形状
130mm 曲げ加工ではできない形状で、鍛造や鋳物だとコストがかかるため、削りしろをつけた形状を2次切断にて製作しました。内側のU字もそうですが、背面のRもコツが必要な切断です。極厚溶断 立体切断 高難度形状 -
2009年10月15日 不定厚の箇所へのU溝二次切断
 100mm R面から火を入れる形の二次切り。上部と下部の形状にしたがい、切断中に板厚が大きく変わるのでコツが必要です。極厚溶断 立体切断 高難度形状
100mm R面から火を入れる形の二次切り。上部と下部の形状にしたがい、切断中に板厚が大きく変わるのでコツが必要です。極厚溶断 立体切断 高難度形状 -
2009年9月29日 型切り(巾の狭い形状のアーム)
 100mm 板厚100mmに対し、製品巾が10mmしかない、難しい形状の切断です。板厚より狭い形状 極厚溶断 異形穴 高難度形状
100mm 板厚100mmに対し、製品巾が10mmしかない、難しい形状の切断です。板厚より狭い形状 極厚溶断 異形穴 高難度形状 -
2009年8月19日 3次切断
 230mm (穴部最大370mm) T字型の型切りを立てて370mmと130mmの厚さに対して穴をあけたものです。三次切断以上 極厚溶断 立体切断 超極厚溶断
230mm (穴部最大370mm) T字型の型切りを立てて370mmと130mmの厚さに対して穴をあけたものです。三次切断以上 極厚溶断 立体切断 超極厚溶断 -
2009年7月28日 2次切断
 220mm極厚溶断 立体切断 高難度形状
220mm極厚溶断 立体切断 高難度形状 -
2009年7月15日 2次切断
 120mm 穴を含めた型切りをしたあと、立てて2次切断したものです。極厚溶断 立体切断 高難度形状
120mm 穴を含めた型切りをしたあと、立てて2次切断したものです。極厚溶断 立体切断 高難度形状 -
「2メートル以上の長さの極厚溶断品に大きな開先溶断をしてもらいましたが、曲がりも最小限にしてくれました。(東京都/鉄鋼業)」
 110mm厚。2メートル以上の長さの寸法切りに対して、両側を大きくテーパーカットしたものです。できるだけ曲がりを抑えつつ切断する必要があります。お役立ち事例 極厚溶断 開先切断 高精度
110mm厚。2メートル以上の長さの寸法切りに対して、両側を大きくテーパーカットしたものです。できるだけ曲がりを抑えつつ切断する必要があります。お役立ち事例 極厚溶断 開先切断 高精度 -
2009年4月8日 大型の角リング
 160mm 巾2200mm、長さ4000mm以上の大きな角リングです。リング巾は細いところで300mm未満。そこに複数のU溝が切り込んであります。精度の要求される製品なので、特殊な切断手順で精度を出しました。大型製品 極厚溶断 高精度 高難度形状
160mm 巾2200mm、長さ4000mm以上の大きな角リングです。リング巾は細いところで300mm未満。そこに複数のU溝が切り込んであります。精度の要求される製品なので、特殊な切断手順で精度を出しました。大型製品 極厚溶断 高精度 高難度形状 -
2008年10月9日 曲げ材を切断
 切断部板厚85~約150mm 85mmの鋼板を曲げたものを切断しました。端部は板厚に対して垂直で、他の箇所は中心軸に対して垂直に切断しています。曲げ加工品 極厚溶断 立体切断 高難度形状
切断部板厚85~約150mm 85mmの鋼板を曲げたものを切断しました。端部は板厚に対して垂直で、他の箇所は中心軸に対して垂直に切断しています。曲げ加工品 極厚溶断 立体切断 高難度形状 -
2008年7月15日 2次切断
 140mm 穴を含めた型切りをしたあと、立てて2次切断したものです。極厚溶断 立体切断 高難度形状
140mm 穴を含めた型切りをしたあと、立てて2次切断したものです。極厚溶断 立体切断 高難度形状 -
2006年6月5日 型切り+開先加工
 240mm 板厚240mmで長さ2メートル以上の型切りに対し、長手方向にC160の大きなガス開先を取ったものです。大型製品 極厚溶断 開先切断
240mm 板厚240mmで長さ2メートル以上の型切りに対し、長手方向にC160の大きなガス開先を取ったものです。大型製品 極厚溶断 開先切断 -
2006年6月2日 長細い寸法切り
 110mm 幅が板厚と同等で、長さが3メートルくらいの寸法切り。極厚溶断 細長い形状 高精度
110mm 幅が板厚と同等で、長さが3メートルくらいの寸法切り。極厚溶断 細長い形状 高精度
厚板溶断 Precision Flame Cutting
機械・建築など、広い用途に使用される、板厚9mmからのいわゆる標準的な溶断品です。様々な板厚の鋼板からご要望に 応じた形状を切り出します。板厚50mmから95mmといった一般的にはかなり厚い部類の鋼板も、極厚溶断で長年培った 技術を持つ中村機材では余裕を持って切断可能なため、高品質・短納期・リーズナブルに提供することができます。


キリ穴やタップ、応力除去や切削性向上を目的とした熱処理、フライスといった機械加工など、いろいろなご要望に 対応しております。 板厚や形状によってはプラズマ切断やレーザー切断を提案させていただきながら、お客様のニーズを満たすような製品を 提供させていただきます。
厚板精密溶断 応用技術 厚板のガス溶断においては切断面の品質と寸法の精度が 特に重要です。炎や切断速度を精密にコントロールすること で角度と平滑度において高品質な切断面を実現します。 また、長年積み重ねたノウハウにより、切断時の熱影響に よる素材の伸び縮みを予測して補正をかけた切断経路 (NCデータ)を作成し、寸法や形状精度を高めています。


厚板溶断事例 Cases
-
干支文字「酉」
 厚板溶断 文字切断 板厚より狭い形状 高難度形状
厚板溶断 文字切断 板厚より狭い形状 高難度形状 -
干支文字「子」
 厚板溶断 文字切断 板厚より狭い形状 高難度形状
厚板溶断 文字切断 板厚より狭い形状 高難度形状 -
90mm厚 ウエイト製作
 90mm厚の寸法切りにM30タップを6箇所。表面処理はショットブラストとジンクプライマーです。最後に1枚ずつ1kg単位での重量計測までおこないます。ウエイト製作 タップ加工 厚板溶断 表面処理
90mm厚の寸法切りにM30タップを6箇所。表面処理はショットブラストとジンクプライマーです。最後に1枚ずつ1kg単位での重量計測までおこないます。ウエイト製作 タップ加工 厚板溶断 表面処理 -
支給された原寸大の型(ガバリ)での溶断品製作
 金属や紙でできた原寸大の型をお預かりし、形状をスキャンしてデータ化して、同じ形のものを溶断します。 昔は型切り溶断といえば原寸大の型紙をカメラでトレースして切るのが一般的でしたが、今はNCデータでの切断が当たり前になり、トレーサーを持っている会社も少なくなったので、原寸型紙支給での切断を断られることも多くなりましたが、弊社は極厚切断のためにトレーサーを積極的に活用していますので大丈夫です。先端形状 厚板溶断 細長い形状
金属や紙でできた原寸大の型をお預かりし、形状をスキャンしてデータ化して、同じ形のものを溶断します。 昔は型切り溶断といえば原寸大の型紙をカメラでトレースして切るのが一般的でしたが、今はNCデータでの切断が当たり前になり、トレーサーを持っている会社も少なくなったので、原寸型紙支給での切断を断られることも多くなりましたが、弊社は極厚切断のためにトレーサーを積極的に活用していますので大丈夫です。先端形状 厚板溶断 細長い形状 -
文字切断「龍」
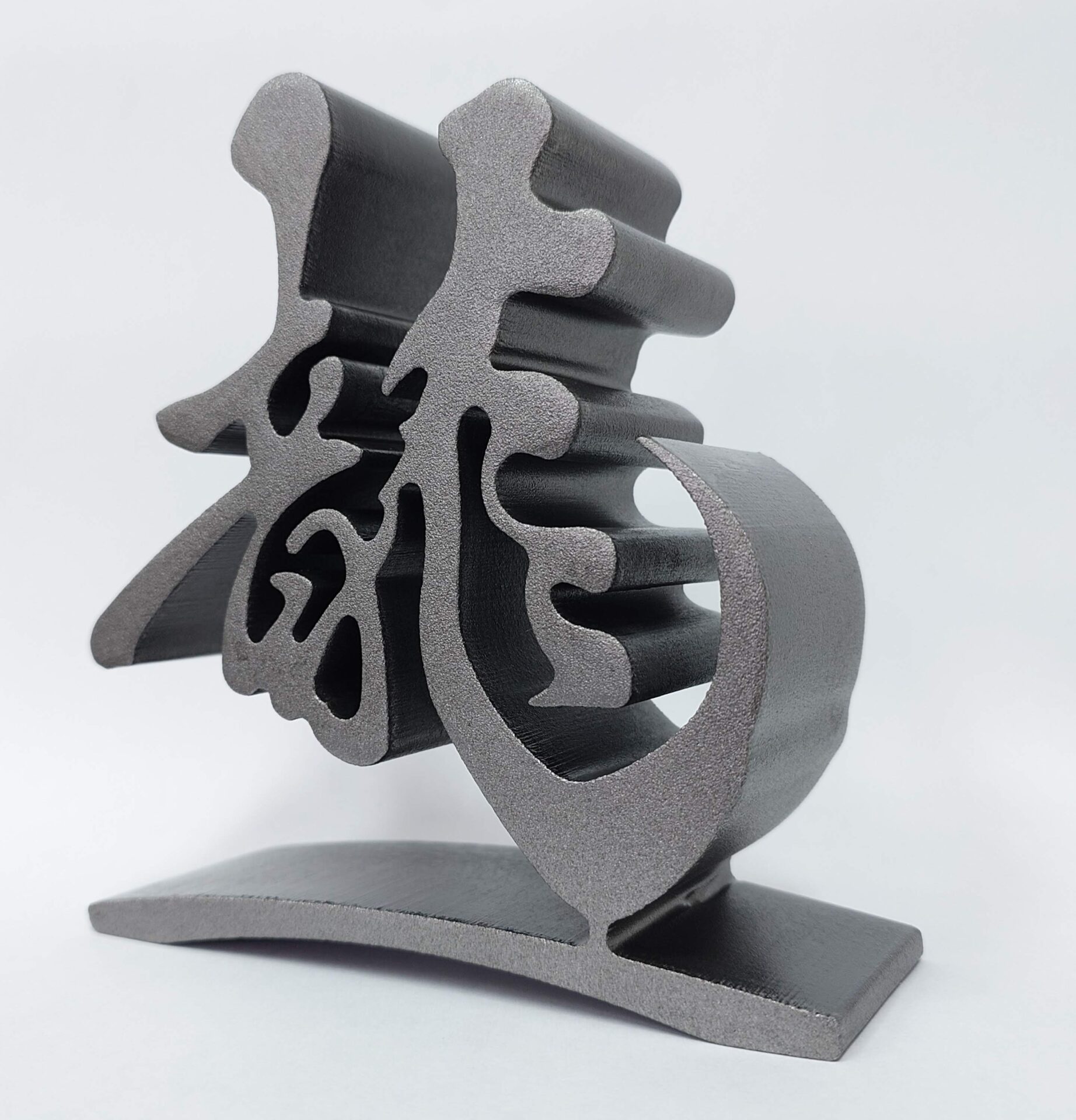 2024年の干支の文字切断です。60mm厚から溶断しています。厚板溶断 小穴 文字切断 板厚より狭い形状 高精度 高難度形状
2024年の干支の文字切断です。60mm厚から溶断しています。厚板溶断 小穴 文字切断 板厚より狭い形状 高精度 高難度形状 -
文字切断「卯」
 2023年の干支の文字切断です。60mm厚から溶断しています。厚板溶断 小穴 文字切断 板厚より狭い形状 高精度 高難度形状
2023年の干支の文字切断です。60mm厚から溶断しています。厚板溶断 小穴 文字切断 板厚より狭い形状 高精度 高難度形状
工賃切断 Precision Cutting Services
鋼板を在庫して溶断で切り売りするだけでなく、お預かりしたものを溶断加工する、いわゆる工賃切断にも対応しています。板状の母材をはじめとして、形鋼や丸棒、機械加工品や鍛造材などの切断も可能です。


切断精度は機械加工には及びませんが、数ミリの精度で短納期加工ができるので、切削コストや時間を減らすためのいろいろな用途でお役に立っています。
工賃切断の用途例
- 溶接工程の前加工として形鋼を異形切断
- カットした丸棒を穴切断で旋盤加工の下穴をあける
- 機械加工ほどの高精度を求めていない箇所や機械加工では時間がかかりすぎる形状を形状加工
- 切削加工が困難な耐摩耗鋼を溶断で形状加工
- 不要になった鉄製部材から新たな部材を切り出す
工賃切断の注意点
- 溶断の原理上ステンレスやアルミなどの酸化しない材料は切断できません。
- カットした丸棒を穴切断で旋盤加工の下穴をあける
- 鋳物は炭素を多く含むため、特殊な設備がないと溶断できないので現状としては切断対応しておりません
- 溶断すると材料に熱が加わるため、素材や形状、 用途によっては変形や割れの可能性が出てくるので注意が必要です。
- 切削しやすい材質の小さなものについては、機械加工のほうがコストメリットが出ることも多いです。
工賃切断事例 Cases
-
「直線開先だけでなく、R開先もうまく取ってくれて助かります。(千葉県/鋼材販売業)」
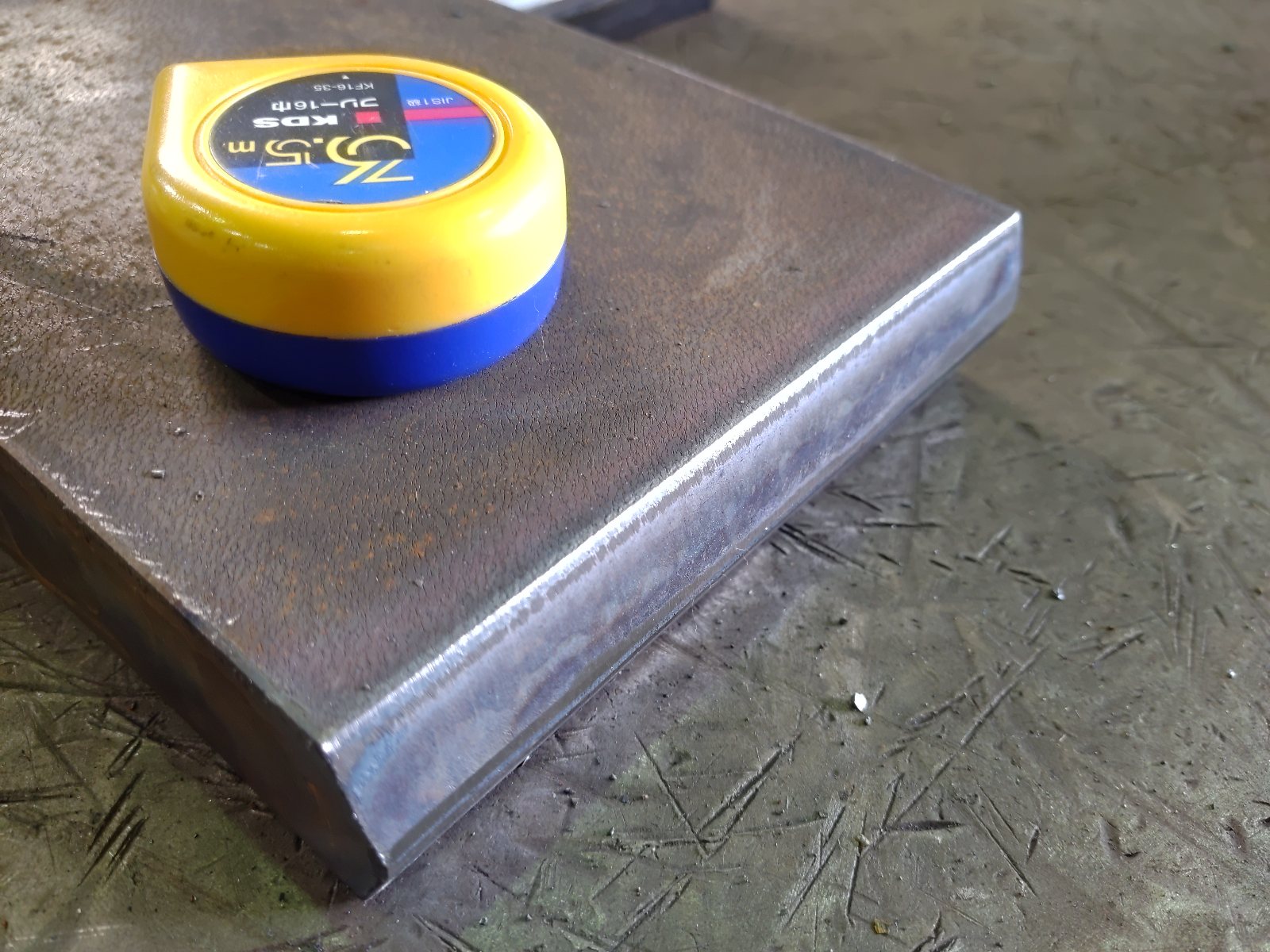 直線開先を取る機械だと、厚い板への開先や大きな開先は加工できないので、厚いものは溶断での開先を依頼されることが多いです。 R開先は、丸穴の内側ならドリルでもできますが、外側や変形穴の内側の開先は機械加工だと大変です。溶断でも難易度は高いですが、機械加工の負担や手作業でサンダーでの開先を取る負担を減らせるので、お客様に頼りにしていただいています。 開先だけのご依頼を受けることもあります。お困りごとがありましたらご相談下さい。R開先 工賃切断 開先切断
直線開先を取る機械だと、厚い板への開先や大きな開先は加工できないので、厚いものは溶断での開先を依頼されることが多いです。 R開先は、丸穴の内側ならドリルでもできますが、外側や変形穴の内側の開先は機械加工だと大変です。溶断でも難易度は高いですが、機械加工の負担や手作業でサンダーでの開先を取る負担を減らせるので、お客様に頼りにしていただいています。 開先だけのご依頼を受けることもあります。お困りごとがありましたらご相談下さい。R開先 工賃切断 開先切断 -
「極厚鍛造品のR開先切断をやってもらえました(千葉県 / 材料販売業者)」
 340mm厚 鍛造品の一部をガスカットとR開先です。切断面をそのまま使用するので、寸法精度と切断面の平滑度が必要な製品です。このあと、切断面のヘソをサンダー仕上げして完成です。R開先 お役立ち事例 工賃切断 超極厚溶断 鍛造品
340mm厚 鍛造品の一部をガスカットとR開先です。切断面をそのまま使用するので、寸法精度と切断面の平滑度が必要な製品です。このあと、切断面のヘソをサンダー仕上げして完成です。R開先 お役立ち事例 工賃切断 超極厚溶断 鍛造品 -
2019年5月25日 フラットバーのガスカットと相じゃくり加工
 25mm厚 長尺のフラットバーの端部の斜めカットでの寸法出しと、相じゃくり加工+穴加工までの製品です。工賃切断 形鋼 機械加工
25mm厚 長尺のフラットバーの端部の斜めカットでの寸法出しと、相じゃくり加工+穴加工までの製品です。工賃切断 形鋼 機械加工 -
2018年5月31日 機械加工済みプレートへの角穴切断
 170mm厚 全加工した製品に角穴を追加加工するための下穴として溶断で穴加工を行いました。断面が2段になっているところもありましたが、だいたい2mm以内の精度で切断完了しました。加工済み面の保護がそれなりになることや、面の荒れが出る可能性も含めて仕様を打ち合わせられれば、このような下穴加工で機械加工コストを低減できます。工賃切断 機械加工 異形穴 高難度形状
170mm厚 全加工した製品に角穴を追加加工するための下穴として溶断で穴加工を行いました。断面が2段になっているところもありましたが、だいたい2mm以内の精度で切断完了しました。加工済み面の保護がそれなりになることや、面の荒れが出る可能性も含めて仕様を打ち合わせられれば、このような下穴加工で機械加工コストを低減できます。工賃切断 機械加工 異形穴 高難度形状 -
2017年12月25日 角鋼の先端カット
 90mm厚 角鋼の工賃切りです。形鋼の切断も形状やサイズ、員数や公差によってはガス切りをすることでメリットが出ます。工賃切断 形鋼
90mm厚 角鋼の工賃切りです。形鋼の切断も形状やサイズ、員数や公差によってはガス切りをすることでメリットが出ます。工賃切断 形鋼 -
2017年9月26日 大型リングへの溶断穴加工
 40mm厚 直径2600mm以上の大型のリング状部材に手作業の溶断にて40mm厚部分に作業用の四角い穴を開けました。サイズ的に扱えるところが少なく40mmの板厚がネックとなっていたとのことで依頼されました。このような重量のある巨大なものを扱うことも可能です。大型製品 工賃切断 異形穴
40mm厚 直径2600mm以上の大型のリング状部材に手作業の溶断にて40mm厚部分に作業用の四角い穴を開けました。サイズ的に扱えるところが少なく40mmの板厚がネックとなっていたとのことで依頼されました。このような重量のある巨大なものを扱うことも可能です。大型製品 工賃切断 異形穴 -
「S45Cの丸棒を旋盤加工したものを工賃切断してもらえました。(千葉県/機械加工業)」
 S45Cの工賃切りです。丸棒を旋盤加工したものに対して、25㎜厚の部分を型切りしました。センター位置を罫書いて、1~2mmの精度で切断しました。お役立ち事例 工賃切断 高精度
S45Cの工賃切りです。丸棒を旋盤加工したものに対して、25㎜厚の部分を型切りしました。センター位置を罫書いて、1~2mmの精度で切断しました。お役立ち事例 工賃切断 高精度 -
「500㎜を超える長さの丸棒を中抜き溶断してもらえるとは思わなかった!(千葉県/材料販売業)」
 工賃切断です。丸棒の長さ520㎜を板厚として、中抜き溶断しました。これによって後加工のコストがかなり軽減できると思います。お役立ち事例 小穴 工賃切断 超極厚溶断 高難度形状
工賃切断です。丸棒の長さ520㎜を板厚として、中抜き溶断しました。これによって後加工のコストがかなり軽減できると思います。お役立ち事例 小穴 工賃切断 超極厚溶断 高難度形状 -
「S45C 鍛造品リングを溶断で半分に切断してもらえました。(千葉県/機械加工業)」
195mm厚、ローリング鍛造のリングの穴があいた形状を、穴を基準に指定位置を決めて両断して、分割リングの形状にしました。お役立ち事例 リング切断 半リング形状 工賃切断 極厚溶断 鍛造品 -
2009年12月2日 機械加工品の穴の幅を拡張
 65mm 中央の幅の狭い長穴を、仕様に合わせて5mm大きく広げました。小穴 工賃切断 高難度形状
65mm 中央の幅の狭い長穴を、仕様に合わせて5mm大きく広げました。小穴 工賃切断 高難度形状 -
「H鋼に溶断で穴あけしてもらえました(千葉県/鉄鋼業)」
 H鋼の10mm厚の部分にガス溶断で穴をあけたものです。小さな丸穴であればキリのほうがコストメリットがありますが、大きな穴や変形穴だと溶断のほうが有利な場合があります。急ぎの単品モノなど、特にお役に立っているようです。お役立ち事例 工賃切断
H鋼の10mm厚の部分にガス溶断で穴をあけたものです。小さな丸穴であればキリのほうがコストメリットがありますが、大きな穴や変形穴だと溶断のほうが有利な場合があります。急ぎの単品モノなど、特にお役に立っているようです。お役立ち事例 工賃切断 -
理化学研究所様向け470mm厚の電磁軟鉄切断
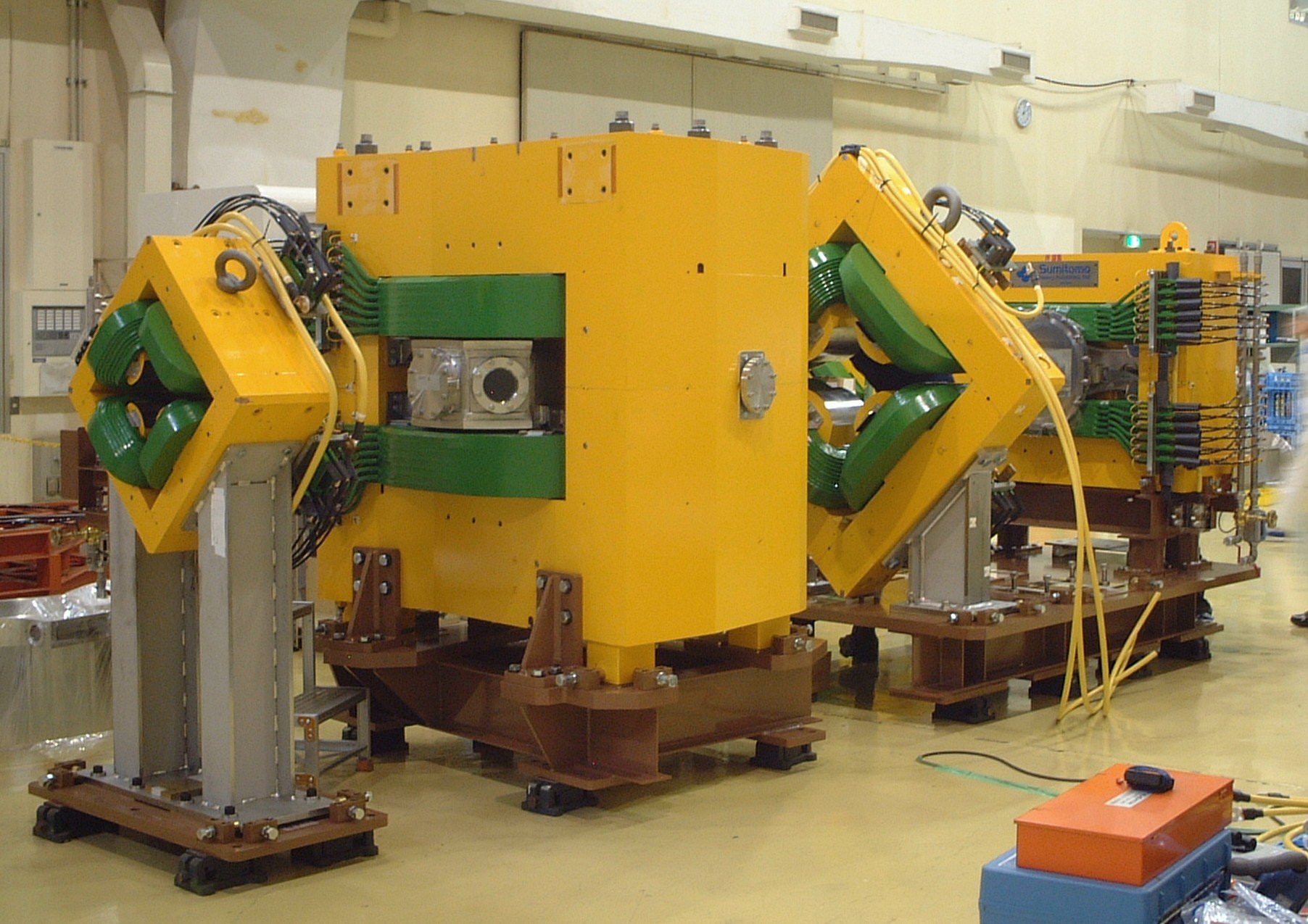 独立行政法人 理化学研究所様で、超重元素実験装置の気体充填型反跳分離器「GARIS(ガリス)-Ⅱ」を開発するにあたり、以前に試作された加速器用の電磁石の分厚い鉄芯部分から精密に部材を切り出す作業を弊社で請け負いました。電磁軟鉄製の鉄芯がステンレスのカバーに覆われ、周囲にも部品が取り付けられている状態だったので、カバーを外してから内側の470mm厚の本体部分のみを切断して複数の部材を切り出しました。 開発された「GARIS-Ⅱ」を使って研究が行われ、原子番号113番、日本の名を冠した「ニホニウム」が発見されることとなりました。 理化学研究所新元素探索へ向けて気体充填型反跳分離器GARIS-Ⅱが本格始動-112番元素コペルニシウム合成の検証に成功-https://www.riken.jp/press/2017/20170721_2/index.html Yahooニュース記事寿命は1000分の2秒、日本の名を冠した「ニホニウム」は基礎研究のたまものhttps://news.yahoo.co.jp/articles/34105b616ed5d033c5437977a9f4b8757f2417e9お役立ち事例 工賃切断 超極厚溶断 高難度形状
独立行政法人 理化学研究所様で、超重元素実験装置の気体充填型反跳分離器「GARIS(ガリス)-Ⅱ」を開発するにあたり、以前に試作された加速器用の電磁石の分厚い鉄芯部分から精密に部材を切り出す作業を弊社で請け負いました。電磁軟鉄製の鉄芯がステンレスのカバーに覆われ、周囲にも部品が取り付けられている状態だったので、カバーを外してから内側の470mm厚の本体部分のみを切断して複数の部材を切り出しました。 開発された「GARIS-Ⅱ」を使って研究が行われ、原子番号113番、日本の名を冠した「ニホニウム」が発見されることとなりました。 理化学研究所新元素探索へ向けて気体充填型反跳分離器GARIS-Ⅱが本格始動-112番元素コペルニシウム合成の検証に成功-https://www.riken.jp/press/2017/20170721_2/index.html Yahooニュース記事寿命は1000分の2秒、日本の名を冠した「ニホニウム」は基礎研究のたまものhttps://news.yahoo.co.jp/articles/34105b616ed5d033c5437977a9f4b8757f2417e9お役立ち事例 工賃切断 超極厚溶断 高難度形状 -
「350mm厚の支給材に大きな丸穴を溶断してもらえた。もしこの溶断工程無しで機械加工をしたら大変だった。(千葉県/機械加工業)」
 支給材の350mm厚方向への穴切断をしました。位置決めと倒れの精度に気をつけて作業しました。お役立ち事例 小穴 工賃切断 超極厚溶断
支給材の350mm厚方向への穴切断をしました。位置決めと倒れの精度に気をつけて作業しました。お役立ち事例 小穴 工賃切断 超極厚溶断 -
2005年6月13日 S25C鍛造材溶断
 570mm 極厚の鍛造材(S25C)からの切り出しです。工賃切断 超極厚溶断 鍛造品
570mm 極厚の鍛造材(S25C)からの切り出しです。工賃切断 超極厚溶断 鍛造品